





教育训练

产业应用


航天/船舶/国防
增材製造是製造業極具代表性的顛覆性技術
+


建筑/古迹
增材製造是製造業極具代表性的顛覆性技術
+


教育/创客
增材製造是製造業極具代表性的顛覆性技術
+


金属列印
增材製造是製造業極具代表性的顛覆性技術
+


汽车/自行车
增材製造是製造業極具代表性的顛覆性技術
+


商业.消费
增材製造是製造業極具代表性的顛覆性技術
+

消费.电子
增材製造是製造業極具代表性的顛覆性技術
+


牙科/医疗
增材製造是製造業極具代表性的顛覆性技術
+


TOYOTA GAZOO Racing Europe 选择 Stratasys 的立体光刻技术进行空气动力学测试
Stratasys 和 TGR-E 宣布建立激动人心的合作伙伴关系,将使用行业领先的 Neo 立体光刻 3D 打印机进行风洞建模。
TOYOTA GAZOO Racing Europe (TGR-E) 总部位于德国科隆,是丰田赛车运动工程和开发的中心。
TGR-E负责为着名比赛(如国际汽联世界耐力锦标赛卫冕冠军GR010 HYBRID)开发高性能汽车的技术开发,并为现任世界拉力锦标赛冠军GR Yaris Rally1 HYBRID生产发动机。除此之外,该团队还为其他在顶级赛车运动中工作的组织和团队提供专业的开发和生产服务。
使用 Neo 进行敏捷建模
在高风险的汽车工程领域,风洞建模对于提高汽车空气动力学性能至关重要。3D打印是这项创新的最前沿,使工程师能够对复杂元件进行原型设计,并以无与伦比的速度和精度生成用于测试的小规模模型。
SLA 3D 打印是汽车原型制作和工具制作的理想选择,因为它能够创建高精度和详细的元件,同时大大缩短了后处理时间。Stratasys 的 Neo SLA 打印机提供一流的光滑表面和复杂的几何形状,这对于准确的空气动力学测试至关重要。
借助 Neo,TGR-E 团队可以基于有形的风洞数据创建快速反覆运算设计,由于 Neo 的高精度,节省了大量的后期处理时间。
Neo 生产的缩放风洞模型具有准确的侧壁质量和精度,使工程师能够可靠地模拟真实世界条件,从而有效地分析空气动力学性能。
TGR-E 的团队与 Stratasys 转销商 ProductionToGo 合作,选择了 Stratasys 的三台 Neo 立体光刻 (SLA) 3D 打印机来支持风洞建模。
“与 Stratasys 和 Production2Go 的每个人的开放和建设性合作特别积极,”Toyota Gazoo 集团负责人 Christopher Sigmund 说。
该团队对 Neo 的印表表面质量以及打印机的易用性印象深刻。
Christopher Sigmund 继续说道:“这些打印机非常稳定,运行速度比我们以前的 SLA 打印机高得多。大多数元件都具有非常好的表面,几乎不需要返工。
首席技术员Manfred Werner对此表示赞同:「
该软件非常直观。您可以快速浏览各个控制面板并找到自己的方式。Neo 的光滑表面和尺寸精度非常好,零件可以很容易地返工。Neo 是我近 22 年的 3D 打印职业生涯中有幸操作过的最好的 SLA 机器。
Somos PerFORM树脂在风洞建模中具有高耐热性和出色的打印分辨率®
Somos PerFORM格式®材料可生产坚固、耐高温的复合材料部件,其粘度是所有复合立体光刻材料中最低的。零件制造速度更快,更易于清洁,并具有卓越的侧壁质量,具有无与伦比的特征细节。
“我们密切参与了PerFORM的早期开发,我们知道我们想与它合作。它是满足我们需求的最佳材料。
——Thomas Linke,TGR-E 复合材料和增材制造经理
+
更多应用



新闻活动

16
2024-04
3D打印的投资回报率
对于企业来说,桌面 3D 打印机是一种极具吸引力的选择。与其他选择相比,它们的购买价格和运行成本都很低。在产品设计师和工程师的办公桌上添加一台 3D 打印机,它就会成为一个强大的工具。它可以快速、低成本地制作视觉模型和功能原型,并按需生产高度定制化的制造辅助工具和终端零件。
但在投资三维打印之前,必须计算所涉及的成本并回答一些关键问题:
桌面 3D 打印与您当前的成本相比如何?
您需要多少台 3D 打印机?
需要多长时间才能实现完全的投资回报?
选择高质量的专业设备而不是预算有限的设备,可以通过可靠性和易用性节省大量成本。可靠的三维打印机能最大限度地延长正常运行时间并提高打印成功率,而易于使用的打印机则能减少操作、维护和培训所需的时间。
下面我们将介绍如何计算三维打印的成本和潜在节约,并提供一个使用桌面三维打印大幅节约成本的企业案例研究。
为什么要投资 3D 打印?
节约成本
与任何购买决策一样,选择是否购买 3D 打印机应基于潜在的投资回报率(ROI)。但是,如果不对类似的成本进行比较,就很难了解潜在的成本节约。
例如,在外包情况下,您只需为整个服务支付一个价格。但对于内部三维打印,您必须考虑劳动力和运行成本等因素。而在购买打印机之前,要知道这些成本并不容易。本指南将为您提供帮助。
质量
另一个考虑因素是桌面 3D 打印作为原型或制造解决方案的实际性能如何。需要考虑的主要变量是可用的兼容材料及其生产的零件质量。这两个因素因 3D 打印机的不同而有很大差异。
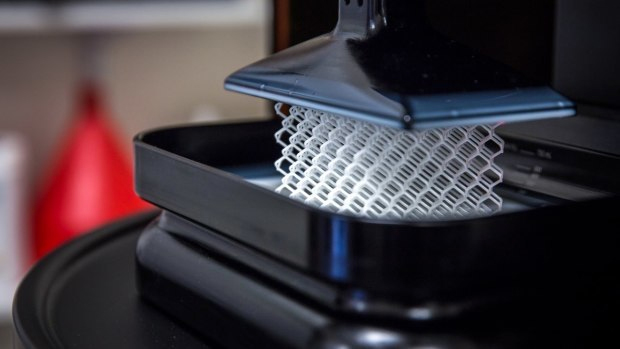
图片
在 UltiMaker 打印机上 3D 打印的螺旋桨原型,旁边是最终的生产版本
高质量的三维打印机应兼容多种材料,并提供强度、柔韧性、耐热性或耐化学性等特性。
但质量很难衡量。
打印机规格可以说明质量,但我们也建议查看三维打印机制造商提供的客户案例研究。客户是否能达到您所要求的效果?如果是,那就可以考虑投资一台三维打印机。
可用性
内部 3D 打印机可随时按需生产,在测试和立即实施新想法的过程中创造出一种持续改进的文化。创建定制的夹具、夹具或备件可以降低制造工厂的订购成本,而内部生产则可以 ""及时 ""处理库存,省去昂贵的存储费用。
提高效率
内部三维打印的主要优势在于它带来的速度和效率。对于产品设计师来说,原型可以在几小时内制作完成,而无需等待设计外包和交付。这样就能在更短的时间内完成更多的迭代,从而使产品开发成本更低、设计更精良、上市时间更快。
比较 3D 打印与外包的成本
如果您的企业需要原型或高度定制的零件,外包似乎是一个明智的选择。没有大笔的前期投资意味着成本是固定和可预测的。但与内部三维打印相比,外包也有成本高、周期长的缺点。
三维打印的初始投资可能较高,但如果管理得当,可以大大提高产能和吞吐量。三维打印还具有完全的可扩展性,因此,如果您投资一台打印机后发现不够用,也不会受到任何惩罚。您只需购买额外的打印机即可满足您的产能需求。
根据专业用户的平均要求,一台典型的熔融沉积建模(FDM)三维打印机每天可完成一到两个打印任务。如果您每周需要打印 10 个以上的零件,您可能需要多台打印机以获得足够的打印能力。
您的 3D 打印机提供商将能够根据您所需的打印数量和类型为您提供建议。
计算 3D 打印的投资回报率
让我们来计算一下转用内部三维打印解决方案可以实现的投资回报。
为了说明问题,我们以UltiMaker S7为例,计算投资回报率和投资回收期:
图片
示例仅供参考,基于内部 FDM 和外包 SLS 3D 打印的平均值,硬件成本基于一台 UltiMaker S7(不含税)。
虽然您的成本可能与所使用的示例不同,但该图表强调了 3D 打印可提供的快速投资回报率。在这个例子中,购买一台 UltiMaker S7 打印机的投资回收期是打印 42 次之后。
从这一点来看,每一次 3D 打印都比外包节省了成本。因此,尽管前期投资成本较高,但每次打印的成本要低得多。以下是费用明细:
前期成本 内部3D打印 外包3D打印
硬件和软件投资 8,299 美元
培训(可选) 500 美元
每次印刷成本
每次印刷成本(估算) 10 美元 200 美元
20 次印刷 7,200 美元 400 美元
50 次印刷 7,500 美元 10,000 美元
80 次打印 7,800 美元 16,000 美元
三维打印成本细目
与选择性激光烧结(SLS)或大型工业 3D 打印机等技术相比,桌面 FDM 3D 打印是一种特别经济的选择。例如,一台 UltiMaker S7 的价格为 8299 美元(不含税)。
UltiMaker Cura 是世界上最流行的 3D 打印切片软件,免费提供。企业还可以选择订阅 UltiMaker Essentials,这是一个付费软件包,能为企业带来更高的稳定性和控制力。
就像办公室打印机需要纸张一样,FDM 3D 打印机也需要材料或长丝。UltiMaker 提供多种材料,旨在与我们的三维打印机实现最佳配合。我们的开放式长丝系统意味着您也可以使用其他材料供应商提供的长丝。平均而言,每克材料的成本仅为几分钱,每个打印模型的成本约为 5 到 20 美元。
图片
安装和维护成本因 3D 打印机的设计而异。例如,UltiMaker 打印机在设计时就考虑到了快速安装,清洁和校准等维护工作只需每月进行一次。Ultimaker 打印机是高度可靠的机器,能够连续运行,正常运行时间长,打印成功率高。
培训
即使是专业的 3D 打印机也应该提供相对简单的用户体验,只需通过 Ultimaker Cura 等切片软件将 3D 设计发送到打印机即可。因此,与数控机床不同,不需要专门的操作人员。
对于习惯使用三维建模软件的设计师来说,通常可以轻松顺利地过渡到使用三维打印切片软件。因此,用户培训要求极低,在某些情况下甚至没有必要。
如果您的员工确实需要培训,请向您的经销商咨询他们提供的任何培训。您还可以查看我们的 FDM 3D 打印和 3D 打印设计指南,以帮助您入门。
案例研究:雪上业务
Snow Business公司是世界领先的雪景和冬季特效制作公司,为电影、电视行业和现场活动提供服务。该公司使用 UltiMaker 3D 打印机为其复杂的造雪机喷嘴制作原型、功能测试部件和最终部件。
图片
挑战
以前,Snow Business 将喷嘴原型的生产外包给 SLS 服务公司,最低订单金额为 150 美元。周转时间长达七天。
解决方案
Snow Business 投资购买了三台 UltiMaker 3D 打印机,为他们的造雪机制作喷嘴原型。现在,他们可以在数小时内经济高效地打印出喷嘴。
SLS 服务 3D打印
每次迭代成本 150 美元 3.25 美元
准备时间 7 天 7 小时
据 Snow Business 研究部主管 Paul Denney 估计,该公司的第一台打印机仅在两周内就收回了成本。
结论
通过一些简单的计算,您很容易就能算出通过内部 3D 打印可以节省多少成本。您还可以估算出初期投资的回报速度。
07
2024-04
UltiMaker金属扩展套件
07
2024-04
最大限度地发挥 APSX-PIM 功能:使用 Nexa3D 打印机释放自由曲面注塑成型 (FIM)
最大限度地发挥 APSX-PIM 功能:使用 Nexa3D 打印机释放自由曲面注塑成型 (FIM)
尊敬的APSX-PIM台式注塑机社区,
制造业的创新是一个持续的旅程,作为 APSX-PIM 拥有者,您站在这一演变的最前沿。今天,我们邀请您探索传统注塑成型与使用 Nexa3D 打印机的自由曲面注塑成型 (FIM) 前沿领域的融合,这将彻底改变您的生产能力。
提升精度、速度和复杂性
Nexa3D打印机以其无与伦比的精度和生产复杂零件的能力而脱颖而出。这项技术为创建具有精细特征、精致纹理和复杂几何形状的模具打开了大门,这是以前使用传统方法无法实现的。
案例研究:汽车行业
以汽车行业为例,该行业对轻质、复杂设计的零件的需求不断增加。借助 FIM,APSX-PIM 拥有者可以快速反覆运算和制造汽车部件的复杂模具,从而缩短交货时间并增强设计创新。
快速原型制作和反覆运算:催化创新
将 Nexa3D 打印机与 APSX-PIM 整合的标志性优势之一是能够加速原型设计和反覆运算周期。这种协同作用使制造商能够快速测试新设计、实时修改模具并反覆运算改进原型。
案例研究:医疗器械
在医疗器械行业,上市速度至关重要。FIM 允许对复杂模具进行快速原型设计,促进开发具有精确规格的医疗级元件,并确保合规性和有效性。
成本效益和材料优化
配备 Nexa3D 打印机的 FIM 不仅具有敏捷性,还具有成本效益。增材制造能力通过在每次模具反覆运算中仅利用必要的资源,最大限度地减少材料浪费,与可持续发展目标保持一致并降低生产成本。
案例研究:消费类电子产品
在设计和功能融合的消费电子领域,FIM 使 APSX-PIM 拥有者能够为复杂的外壳、连接器和元件创建模块,在确保高精度的同时优化材料使用。
无缝集成:简化的工作流程
Nexa3D 打印机和 APSX-PIM 机器之间的集成过程是无缝的。从使用 CAD 软件设计零件到使用 Nexa3D 打印模具并在 APSX-PIM 中利用它们进行注塑成型,工作流程非常直观,可实现简化和高效的制造过程。
FIM 过程的可视化表示
今天就拥抱制造业的未来!
APSX-PIM拥有精密注塑成型的基本工具。通过利用 Nexa3D 打印机的 FIM 功能,您可以扩大您的制造视野,解锁无限的设计可能性、速度和效率。
体验自由曲面注塑成型的变革力量,并通过完整的 FIM 软件包见证您的生产能力的演变。
如需获得有关将 Nexa3D 打印机与 APSX-PIM 集成的个人化指导,或深入研究 FIM 如何扩大您的生产流程,我们 APSX 的专业团队随时准备为您提供支援。
3D打印


3D扫描量测


积层制造软体


逆向工程软体



加工机

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

订阅电子报
描述:
ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是蔡司#HandsOnMetrology经销商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。
关注我们






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
客户留言
描述:
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号