



SLS 3D打印模型定向的8个规则
 发布时间:2023/04/14
发布时间:2023/04/14
- 访问量:
【概要描述】 3D打印使得创造传统制造工艺无法实现的形状成为可能。但为了获得最佳效果,仅仅加载模型并开始3D打印是不够的。正确的零件方向是成功的关键。虽然更改模型的方向通常会被跳过,但它对最终零件的机械特性、质量和表面光洁度有着重要的影响。
从本文中,您将了解到:
为什么打印方向在SLS(但不仅仅是)3D打印技术中至关重要?
零件方向如何影响强度、质量和精度?
如何通过改变零件的方向来实现更好的3D打印效果?
我们在这里关注的是SLS 3D打印技术,一些提示适用于其他流行的添加制造方法。一篇名为“增材制造设计中零件定位的考虑”,查了一下Paderborn大学的Guido Adam为AM准备的55个设计规则的目录。他们发现其中55%的人直接或间接地依赖于方向。这比在FDM或SLM的情况下要好,在这种情况下,甚至70%的规则都取决于方向,但仍然有很多需要考虑的问题,同时在3D打印床上定位您的模型。
无论我们说的是FDM(或FFF)、SLA还是SLS 3D打印,打印输出都是通过添加连续的层来创建的。3D打印的形状通常是层间最弱的。由于其各向异性特征,这在FDM技术中尤其明显,但是即使是像SLS这样的几乎各向同性的技术也必须处理这个问题。3D打印中如何处理层间薄弱?
获取更强的部分
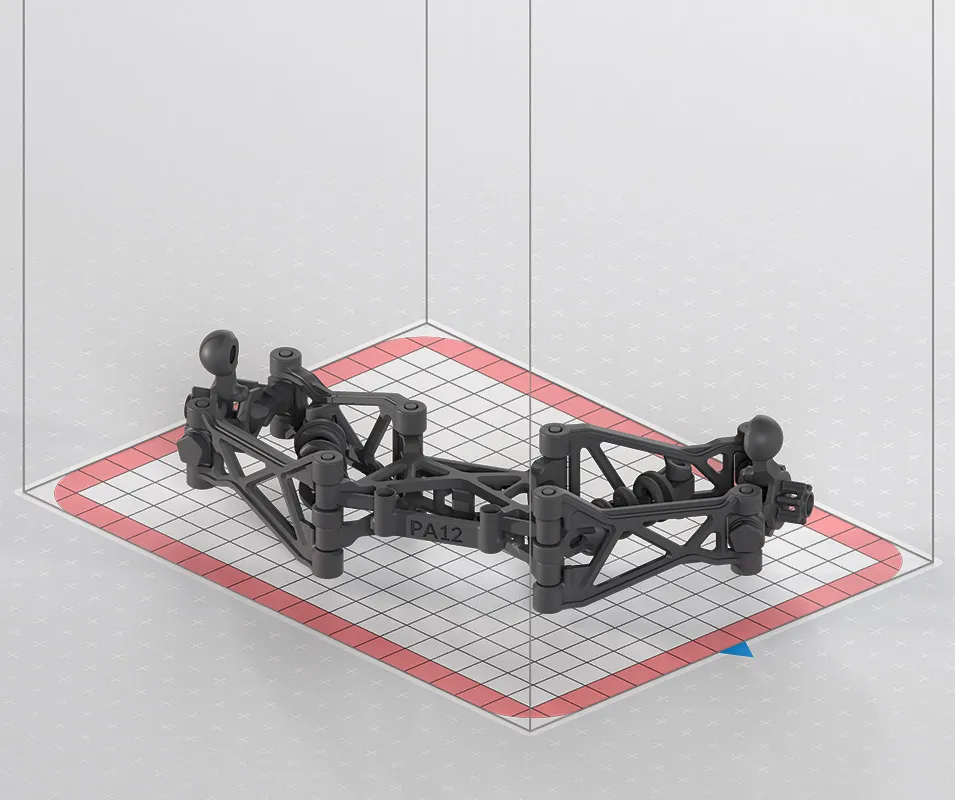
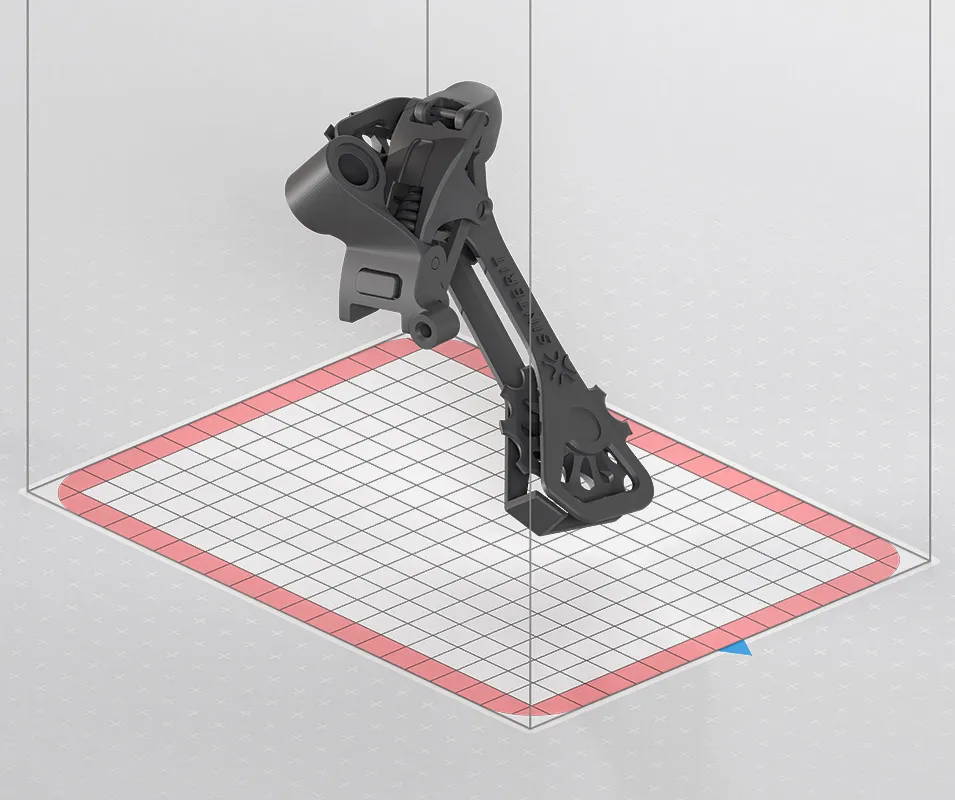
规则一
将模型扭转45度O 分别在X轴和Y轴上,以实现各个方向的最佳强度。
这个规律对于所有的增材制造技术都是通用的,但是在SLS中最容易实现。改变方向,我们建议的方式也适用于FDM或SLA,但在这些情况下,您可能需要添加许多支撑结构,而在SLS 3D打印技术中,未烧结的粉末充当了天然的支撑,因此您不必担心耗时的后处理。说到时间——有些扭曲的零件需要更多的3D打印时间,尤其是平面零件。想象一个100 x 10 x 10毫米的长方体。如果是平面印刷(在长边上),它将只有57-133层,这取决于你选择的精度,但如果是扭曲的,则为45O只有在Y中,你会得到371层甚至870层,这将需要更长的时间来打印。
SLS 3D打印中的平面
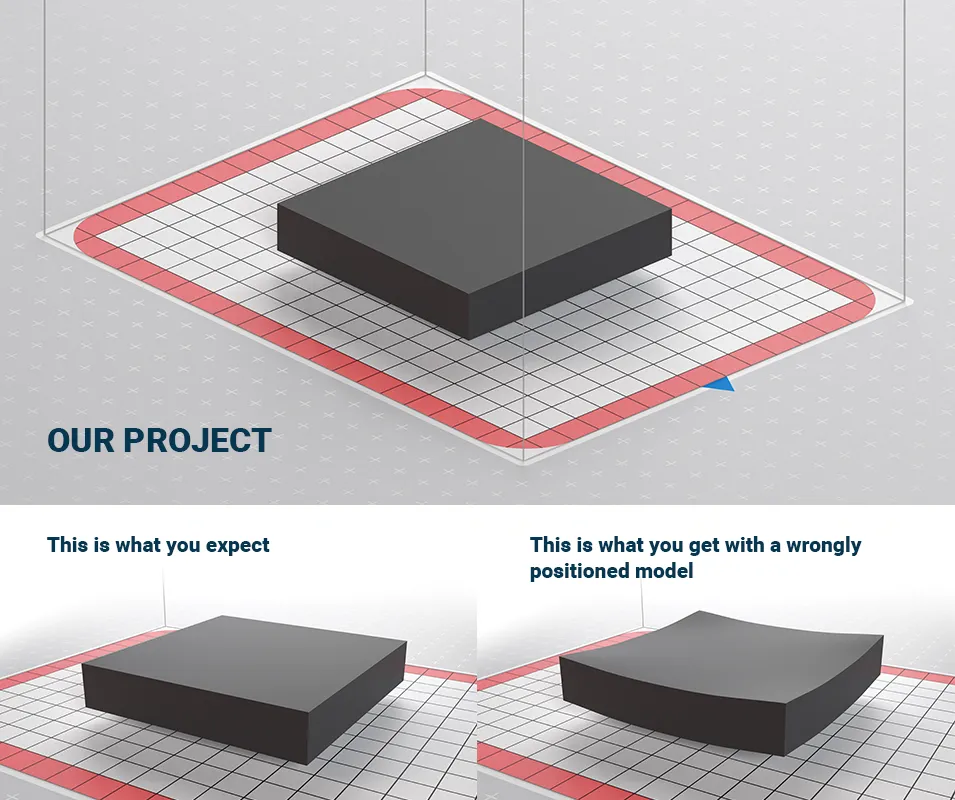
我们倾向于选择3D打印技术,尤其是SLS,来制造传统制造工艺无法制造的零件,或者用老方法做太复杂或太昂贵。但是当涉及到简单、平坦的表面时,用3D打印机会变得更加困难。由于数控机器完美地切割了扁平尼龙长方体的边缘,当我们3D打印相同的形状时,它开始翘曲和弯曲。为什么会这样?
原因有几个,但大部分和温度有关。最明显的一种情况是,当你在模型冷却之前过快取出模型时。印刷零件与环境之间的巨大温差可能会导致收缩。在SLS技术中可以很容易地避免这种情况,因为打印机软件会监控冷却部件的温度,并防止您在打印温度对操作人员和部件本身都安全之前打开盖子。但是,一些大而平的部分还是会弯曲。原因是3D打印过程中热量的集中。当你打印一个立体的、长方体形状的平面,并且有完美的重叠层时,会有太多的热量集中,打印出来的东西会弯曲。
通常,烧结表面比周围环境更热。圆柱模型没有这一点,因为它们冷却均匀,而长方体有先冷却的角。
请记住,重力仍然在起作用,即使未烧结的粉末对打印的模型来说是相当坚固的支撑,它的下部也可能会稍微熔化。
您也可以通过在平面上添加肋条来解决这个问题,但前提是这不会改变3D打印元素的目标属性和用途。
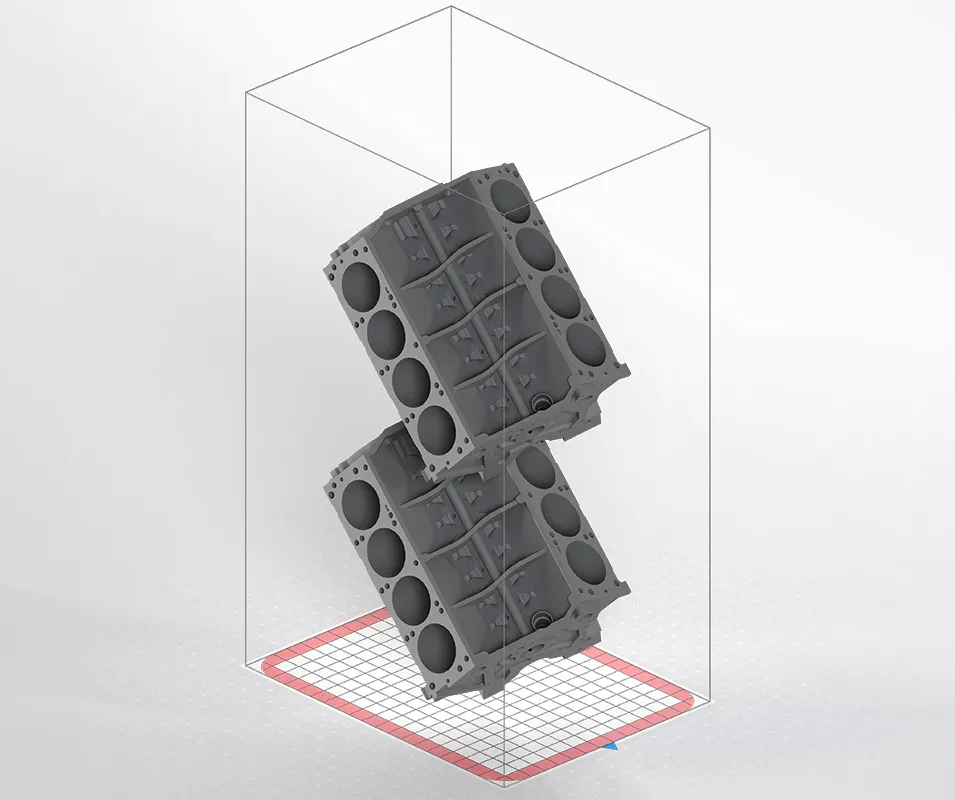
规则二
为防止翘曲或弯曲,不要水平放置平面。将它们扭转45度o以实现不同表面的层不会彼此完全重叠。
让你的模特居中
均匀的热量分布是SLS 3D打印最重要的成功因素。最理想的是在3D打印床的中间。
规则三
为了获得最佳打印质量,请从打印台的底部中心开始放置您的模型。将下一个模型均匀地添加到印刷室的边缘和上方。
平均分配模型
保持零件靠近,但彼此不要太近,这是最有效的SLS 3D打印的最佳实践。4-6毫米的间隙效果最佳。您也可以将较小的物体放在较大的物体中,体验未烧结粉末的自支撑特性。均匀放置零件时,请记住每层都有相似的印刷区域。
为了获得最佳的印刷品质,相邻层之间的横截面积的差异应该尽可能小。
p(n-1)–p(n)-> 0
p(n)–p(n+1)-> 0
规则四
均匀分布模型,模型之间留有4-6毫米的间隙。将较小的零件放在较大的零件内,以提高效率。
光滑的表面
前面几段提到的打印输出下部的轻微熔化是一个缺点,但对于那些需要光滑表面的人来说可能是一个优点。在SLS 3D打印中,尤其是尼龙PA12相当光滑,但底部总是最光滑的。所以,如果你需要这样的特征,把你的模型朝向按钮。
规则五
模型的底部将具有最平滑的特征。从底部设置您最关心其平滑度的曲面。
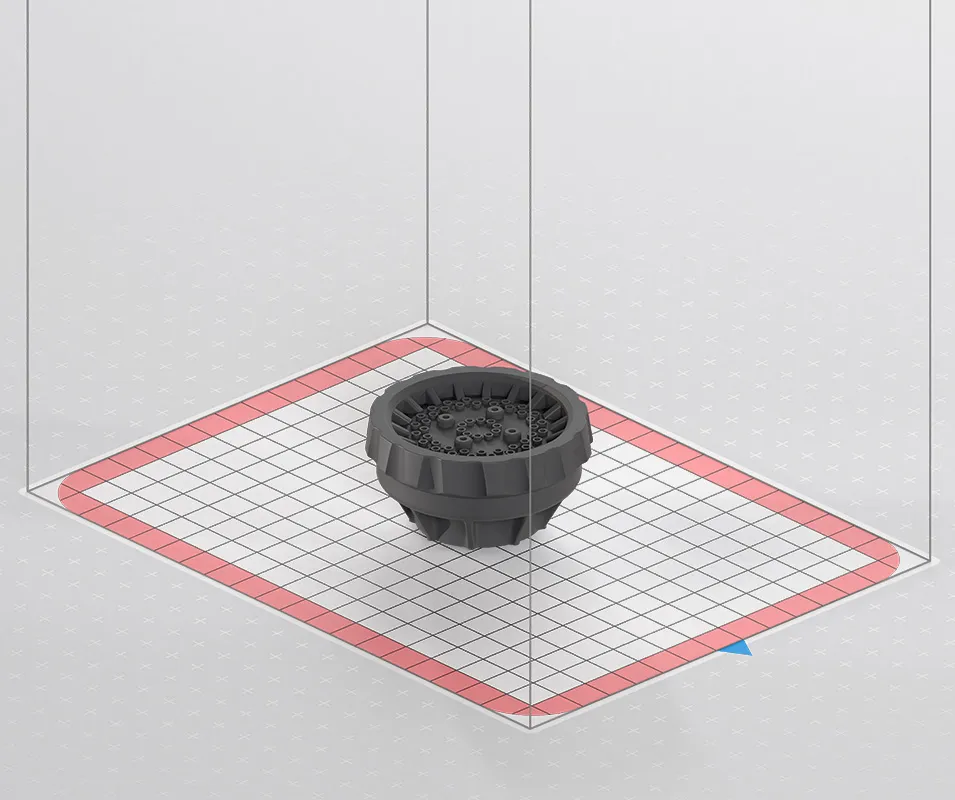
尖锐边缘
为了获得最清晰的边缘或细节,请将它们朝向3D打印室的顶部。
规则六
模型的上部将具有最清晰和最详细的边缘。
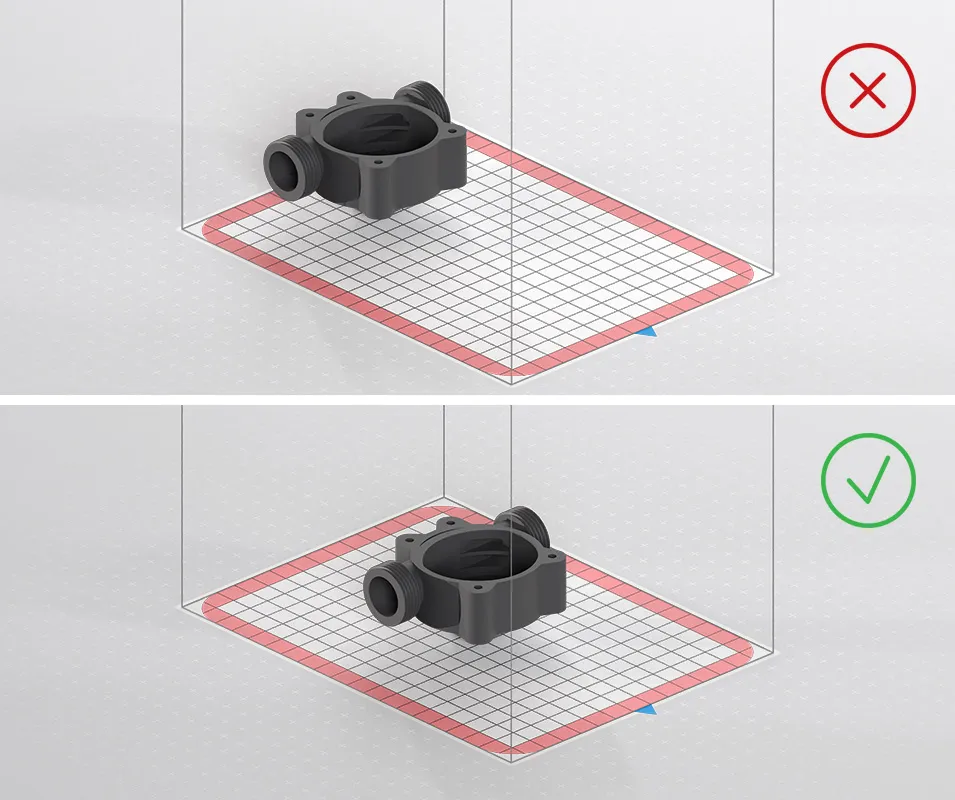
尺寸精度
为了获得圆孔等元件的最佳精度,请将它们与印刷台平行放置。研究还表明,准确性还与其他因素有关。一篇名为“研究SLS参数对尺寸精度的影响“由维沙尔·夏尔马和夏兰吉·辛格证明,床温从173上升到176oc反映在更好地表示维度。另一个因素是层厚。层越厚,精度越低。如果3D打印零件彼此之间的距离过窄,也会降低精度。
规则7
如果可能,将孔、通道和开口平行于Z轴放置,以获得最佳质量。
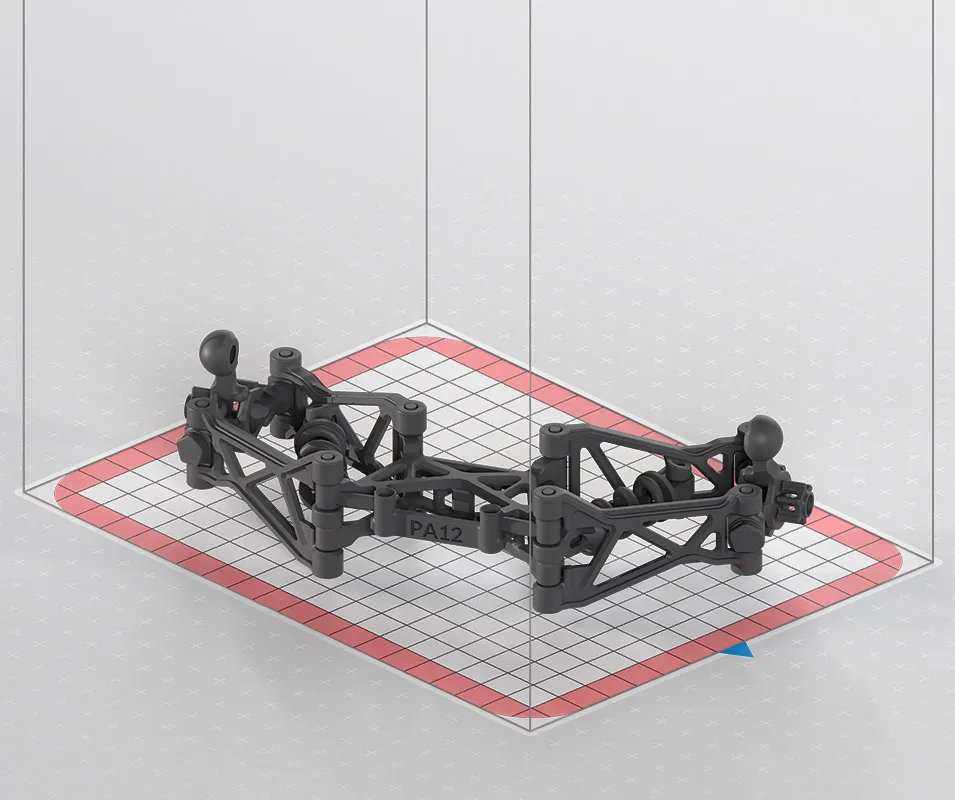
活动件
SLS 3D打印技术经常被选择,因为它可以生产具有内部几何形状或移动几何形状的零件。为了一次打印零件并获得最佳效果,您应该在元件之间设计至少0.2毫米的功能间隙。对于这么小的间隙(初学SLS的用户甚至应该考虑0,5 mm),方位可能也是至关重要的。如果可能,将移动部件放置在与Z轴平行的位置。
规则八
为了实现移动部件的最佳质量,设计一个0.2-0.5mm的功能间隙,并使模型平行于Z轴模型的旋转轴平行于Z轴。
结论
遵循这些SLS 3D打印方向规则将获得更好的打印质量、更坚固的零件、更锐利的边缘和最光滑的表面。以正确的方式定位模型是更广泛体验的一部分,包括改变3D打印机参数或应用附加制造的设计规则。所有这些结合起来将使你成为3D打印专家。
源文摘自:Sinterit

SLS 3D打印模型定向的8个规则
【概要描述】 3D打印使得创造传统制造工艺无法实现的形状成为可能。但为了获得最佳效果,仅仅加载模型并开始3D打印是不够的。正确的零件方向是成功的关键。虽然更改模型的方向通常会被跳过,但它对最终零件的机械特性、质量和表面光洁度有着重要的影响。
从本文中,您将了解到:
为什么打印方向在SLS(但不仅仅是)3D打印技术中至关重要?
零件方向如何影响强度、质量和精度?
如何通过改变零件的方向来实现更好的3D打印效果?
我们在这里关注的是SLS 3D打印技术,一些提示适用于其他流行的添加制造方法。一篇名为“增材制造设计中零件定位的考虑”,查了一下Paderborn大学的Guido Adam为AM准备的55个设计规则的目录。他们发现其中55%的人直接或间接地依赖于方向。这比在FDM或SLM的情况下要好,在这种情况下,甚至70%的规则都取决于方向,但仍然有很多需要考虑的问题,同时在3D打印床上定位您的模型。
无论我们说的是FDM(或FFF)、SLA还是SLS 3D打印,打印输出都是通过添加连续的层来创建的。3D打印的形状通常是层间最弱的。由于其各向异性特征,这在FDM技术中尤其明显,但是即使是像SLS这样的几乎各向同性的技术也必须处理这个问题。3D打印中如何处理层间薄弱?
获取更强的部分
规则一
将模型扭转45度O 分别在X轴和Y轴上,以实现各个方向的最佳强度。
这个规律对于所有的增材制造技术都是通用的,但是在SLS中最容易实现。改变方向,我们建议的方式也适用于FDM或SLA,但在这些情况下,您可能需要添加许多支撑结构,而在SLS 3D打印技术中,未烧结的粉末充当了天然的支撑,因此您不必担心耗时的后处理。说到时间——有些扭曲的零件需要更多的3D打印时间,尤其是平面零件。想象一个100 x 10 x 10毫米的长方体。如果是平面印刷(在长边上),它将只有57-133层,这取决于你选择的精度,但如果是扭曲的,则为45O只有在Y中,你会得到371层甚至870层,这将需要更长的时间来打印。
SLS 3D打印中的平面
我们倾向于选择3D打印技术,尤其是SLS,来制造传统制造工艺无法制造的零件,或者用老方法做太复杂或太昂贵。但是当涉及到简单、平坦的表面时,用3D打印机会变得更加困难。由于数控机器完美地切割了扁平尼龙长方体的边缘,当我们3D打印相同的形状时,它开始翘曲和弯曲。为什么会这样?
原因有几个,但大部分和温度有关。最明显的一种情况是,当你在模型冷却之前过快取出模型时。印刷零件与环境之间的巨大温差可能会导致收缩。在SLS技术中可以很容易地避免这种情况,因为打印机软件会监控冷却部件的温度,并防止您在打印温度对操作人员和部件本身都安全之前打开盖子。但是,一些大而平的部分还是会弯曲。原因是3D打印过程中热量的集中。当你打印一个立体的、长方体形状的平面,并且有完美的重叠层时,会有太多的热量集中,打印出来的东西会弯曲。
通常,烧结表面比周围环境更热。圆柱模型没有这一点,因为它们冷却均匀,而长方体有先冷却的角。
请记住,重力仍然在起作用,即使未烧结的粉末对打印的模型来说是相当坚固的支撑,它的下部也可能会稍微熔化。
您也可以通过在平面上添加肋条来解决这个问题,但前提是这不会改变3D打印元素的目标属性和用途。
规则二
为防止翘曲或弯曲,不要水平放置平面。将它们扭转45度o以实现不同表面的层不会彼此完全重叠。
让你的模特居中
均匀的热量分布是SLS 3D打印最重要的成功因素。最理想的是在3D打印床的中间。
规则三
为了获得最佳打印质量,请从打印台的底部中心开始放置您的模型。将下一个模型均匀地添加到印刷室的边缘和上方。
平均分配模型
保持零件靠近,但彼此不要太近,这是最有效的SLS 3D打印的最佳实践。4-6毫米的间隙效果最佳。您也可以将较小的物体放在较大的物体中,体验未烧结粉末的自支撑特性。均匀放置零件时,请记住每层都有相似的印刷区域。
为了获得最佳的印刷品质,相邻层之间的横截面积的差异应该尽可能小。
p(n-1)–p(n)-> 0
p(n)–p(n+1)-> 0
规则四
均匀分布模型,模型之间留有4-6毫米的间隙。将较小的零件放在较大的零件内,以提高效率。
光滑的表面
前面几段提到的打印输出下部的轻微熔化是一个缺点,但对于那些需要光滑表面的人来说可能是一个优点。在SLS 3D打印中,尤其是尼龙PA12相当光滑,但底部总是最光滑的。所以,如果你需要这样的特征,把你的模型朝向按钮。
规则五
模型的底部将具有最平滑的特征。从底部设置您最关心其平滑度的曲面。
尖锐边缘
为了获得最清晰的边缘或细节,请将它们朝向3D打印室的顶部。
规则六
模型的上部将具有最清晰和最详细的边缘。
尺寸精度
为了获得圆孔等元件的最佳精度,请将它们与印刷台平行放置。研究还表明,准确性还与其他因素有关。一篇名为“研究SLS参数对尺寸精度的影响“由维沙尔·夏尔马和夏兰吉·辛格证明,床温从173上升到176oc反映在更好地表示维度。另一个因素是层厚。层越厚,精度越低。如果3D打印零件彼此之间的距离过窄,也会降低精度。
规则7
如果可能,将孔、通道和开口平行于Z轴放置,以获得最佳质量。
活动件
SLS 3D打印技术经常被选择,因为它可以生产具有内部几何形状或移动几何形状的零件。为了一次打印零件并获得最佳效果,您应该在元件之间设计至少0.2毫米的功能间隙。对于这么小的间隙(初学SLS的用户甚至应该考虑0,5 mm),方位可能也是至关重要的。如果可能,将移动部件放置在与Z轴平行的位置。
规则八
为了实现移动部件的最佳质量,设计一个0.2-0.5mm的功能间隙,并使模型平行于Z轴模型的旋转轴平行于Z轴。
结论
遵循这些SLS 3D打印方向规则将获得更好的打印质量、更坚固的零件、更锐利的边缘和最光滑的表面。以正确的方式定位模型是更广泛体验的一部分,包括改变3D打印机参数或应用附加制造的设计规则。所有这些结合起来将使你成为3D打印专家。
源文摘自:Sinterit
- 分类: 售后技术支持
- 发布时间:2023-04-14 11:03
- 访问量:
3D打印使得创造传统制造工艺无法实现的形状成为可能。但为了获得最佳效果,仅仅加载模型并开始3D打印是不够的。正确的零件方向是成功的关键。虽然更改模型的方向通常会被跳过,但它对最终零件的机械特性、质量和表面光洁度有着重要的影响。
从本文中,您将了解到:
- 为什么打印方向在SLS(但不仅仅是)3D打印技术中至关重要?
- 零件方向如何影响强度、质量和精度?
- 如何通过改变零件的方向来实现更好的3D打印效果?
我们在这里关注的是SLS 3D打印技术,一些提示适用于其他流行的添加制造方法。一篇名为“增材制造设计中零件定位的考虑”,查了一下Paderborn大学的Guido Adam为AM准备的55个设计规则的目录。他们发现其中55%的人直接或间接地依赖于方向。这比在FDM或SLM的情况下要好,在这种情况下,甚至70%的规则都取决于方向,但仍然有很多需要考虑的问题,同时在3D打印床上定位您的模型。
无论我们说的是FDM(或FFF)、SLA还是SLS 3D打印,打印输出都是通过添加连续的层来创建的。3D打印的形状通常是层间最弱的。由于其各向异性特征,这在FDM技术中尤其明显,但是即使是像SLS这样的几乎各向同性的技术也必须处理这个问题。3D打印中如何处理层间薄弱?
获取更强的部分
规则一
将模型扭转45度O 分别在X轴和Y轴上,以实现各个方向的最佳强度。
这个规律对于所有的增材制造技术都是通用的,但是在SLS中最容易实现。改变方向,我们建议的方式也适用于FDM或SLA,但在这些情况下,您可能需要添加许多支撑结构,而在SLS 3D打印技术中,未烧结的粉末充当了天然的支撑,因此您不必担心耗时的后处理。说到时间——有些扭曲的零件需要更多的3D打印时间,尤其是平面零件。想象一个100 x 10 x 10毫米的长方体。如果是平面印刷(在长边上),它将只有57-133层,这取决于你选择的精度,但如果是扭曲的,则为45O只有在Y中,你会得到371层甚至870层,这将需要更长的时间来打印。
SLS 3D打印中的平面
我们倾向于选择3D打印技术,尤其是SLS,来制造传统制造工艺无法制造的零件,或者用老方法做太复杂或太昂贵。但是当涉及到简单、平坦的表面时,用3D打印机会变得更加困难。由于数控机器完美地切割了扁平尼龙长方体的边缘,当我们3D打印相同的形状时,它开始翘曲和弯曲。为什么会这样?
原因有几个,但大部分和温度有关。最明显的一种情况是,当你在模型冷却之前过快取出模型时。印刷零件与环境之间的巨大温差可能会导致收缩。在SLS技术中可以很容易地避免这种情况,因为打印机软件会监控冷却部件的温度,并防止您在打印温度对操作人员和部件本身都安全之前打开盖子。但是,一些大而平的部分还是会弯曲。原因是3D打印过程中热量的集中。当你打印一个立体的、长方体形状的平面,并且有完美的重叠层时,会有太多的热量集中,打印出来的东西会弯曲。
通常,烧结表面比周围环境更热。圆柱模型没有这一点,因为它们冷却均匀,而长方体有先冷却的角。
请记住,重力仍然在起作用,即使未烧结的粉末对打印的模型来说是相当坚固的支撑,它的下部也可能会稍微熔化。
您也可以通过在平面上添加肋条来解决这个问题,但前提是这不会改变3D打印元素的目标属性和用途。
规则二
为防止翘曲或弯曲,不要水平放置平面。将它们扭转45度o以实现不同表面的层不会彼此完全重叠。
让你的模型居中
均匀的热量分布是SLS 3D打印最重要的成功因素。最理想的是在3D打印床的中间。
规则三
为了获得最佳打印质量,请从打印台的底部中心开始放置您的模型。将下一个模型均匀地添加到印刷室的边缘和上方。
平均分配模型
保持零件靠近,但彼此不要太近,这是最有效的SLS 3D打印的最佳实践。4-6毫米的间隙效果最佳。您也可以将较小的物体放在较大的物体中,体验未烧结粉末的自支撑特性。均匀放置零件时,请记住每层都有相似的印刷区域。

为了获得最佳的印刷品质,相邻层之间的横截面积的差异应该尽可能小。
p(n-1)–p(n)-> 0
p(n)–p(n+1)-> 0
规则四
均匀分布模型,模型之间留有4-6毫米的间隙。将较小的零件放在较大的零件内,以提高效率。
光滑的表面
前面几段提到的打印输出下部的轻微熔化是一个缺点,但对于那些需要光滑表面的人来说可能是一个优点。在SLS 3D打印中,尤其是尼龙PA12相当光滑,但底部总是最光滑的。所以,如果你需要这样的特征,把你的模型朝向按钮。

规则五
模型的底部将具有最平滑的特征。从底部设置您最关心其平滑度的曲面。
尖锐边缘
为了获得最清晰的边缘或细节,请将它们朝向3D打印室的顶部。
规则六
模型的上部将具有最清晰和最详细的边缘。
尺寸精度
为了获得圆孔等元件的最佳精度,请将它们与印刷台平行放置。研究还表明,准确性还与其他因素有关。一篇名为“研究SLS参数对尺寸精度的影响“由维沙尔·夏尔马和夏兰吉·辛格证明,床温从173上升到176oc反映在更好地表示维度。另一个因素是层厚。层越厚,精度越低。如果3D打印零件彼此之间的距离过窄,也会降低精度。
规则7
如果可能,将孔、通道和开口平行于Z轴放置,以获得最佳质量。
活动件
SLS 3D打印技术经常被选择,因为它可以生产具有内部几何形状或移动几何形状的零件。为了一次打印零件并获得最佳效果,您应该在元件之间设计至少0.2毫米的功能间隙。对于这么小的间隙(初学SLS的用户甚至应该考虑0,5 mm),方位可能也是至关重要的。如果可能,将移动部件放置在与Z轴平行的位置。
规则八
为了实现移动部件的最佳质量,设计一个0.2-0.5mm的功能间隙,并使模型平行于Z轴模型的旋转轴平行于Z轴。
结论
遵循这些SLS 3D打印方向规则将获得更好的打印质量、更坚固的零件、更锐利的边缘和最光滑的表面。以正确的方式定位模型是更广泛体验的一部分,包括改变3D打印机参数或应用附加制造的设计规则。所有这些结合起来将使你成为3D打印专家。
源文摘自:Sinterit
扫二维码用手机看
最新消息
 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号