



案例研究-航天器 吹扫管线分离器
 发布时间:2023/08/08
发布时间:2023/08/08
- 访问量:
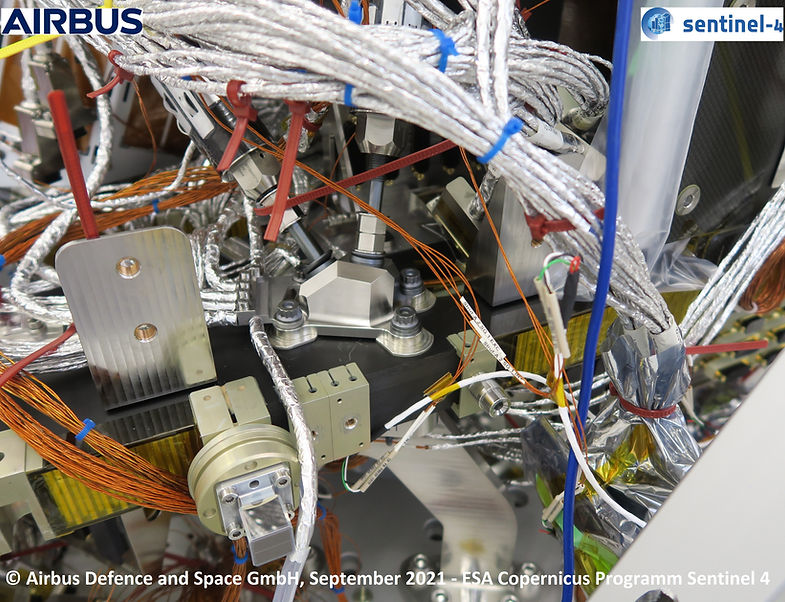
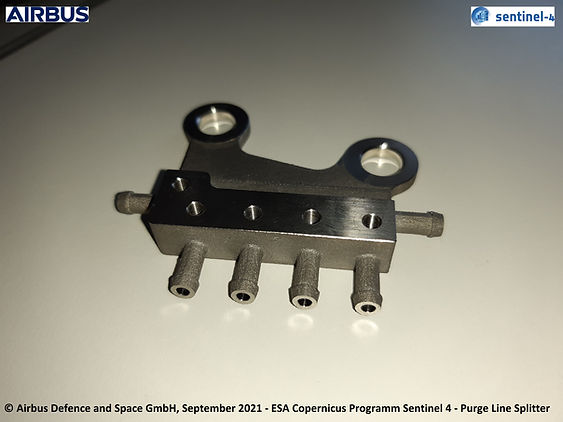
【概要描述】 Ti6Al4V的吹扫线分离器是在空中客车防务和航天公司与APWORKS的合作项目中开发的。
这种合格的歧管使用金属粉末床熔融工艺由钛合金粉末3D打印而成,将在气象卫星第三代探测器卫星上飞行,并在Sentinel 4仪器内分配净化气体。
增材制造的使用允许更快的设计迭代,从而大大减少了开发时间,并减少了重量20%.

案例研究-航天器 吹扫管线分离器
【概要描述】 Ti6Al4V的吹扫线分离器是在空中客车防务和航天公司与APWORKS的合作项目中开发的。
这种合格的歧管使用金属粉末床熔融工艺由钛合金粉末3D打印而成,将在气象卫星第三代探测器卫星上飞行,并在Sentinel 4仪器内分配净化气体。
增材制造的使用允许更快的设计迭代,从而大大减少了开发时间,并减少了重量20%.
- 分类: 产业应用
- 发布时间:2023-08-08 10:31
- 访问量:
Ti6Al4V的吹扫线分离器是在空中客车防务和航天公司与APWORKS的合作项目中开发的。

这种合格的歧管使用金属粉末床熔融工艺由钛合金粉末3D打印而成,将在气象卫星第三代探测器卫星上飞行,并在Sentinel 4仪器内分配净化气体。
增材制造的使用允许更快的设计迭代,从而大大减少了开发时间,并减少了重量20%.

扫二维码用手机看
最新消息
 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号