




Cold Metal Fusion 3D打印–简单解释
 发布时间:2023/10/10
发布时间:2023/10/10
- 访问量:
【概要描述】 Cold Metal Fusion使用现有的SLS打印机生产金属零件,实现更经济的批量生产。
·冷金属熔化背后的技术
·冷金属熔化材料和设备
·CMF 3D打印机和设备
·谁在使用冷金属聚变
·金属零件特性
·打印冷金属融合零件
冷金属融合(CMF)是一种新的金属3D打印技术,它将现有金属制造工艺的一些元素与选择性激光烧结(SLS)3D打印机中使用的3D打印技术相结合。一个简单的想法是将一种巧妙的新材料整合到一个久经考验的机械生态系统中,使制造商能够用同样的设备做更多的事情。
Headmade Materials发明并于2021年推出的游戏规则改变者是冷金属聚变核心的专利金属原料。金属颗粒上覆盖着一层薄薄的聚合物,在SLS 3D打印过程中将它们结合在一起。
自行车零件初创公司Titanum和制造商Element22合作,在EOS SLS 3D打印机上使用Cold Metal Fusion技术创建了这些MyTi无夹踏板(来源:Element22)
这种令人印象深刻的材料被开发成可以无缝地适应任何可用SLS机器的日常操作(只有少数被“批准”,但稍后会有更多内容),这意味着SLS打印机的起价比大多数金属3D打印机都低,现在可以超越仅使用尼龙等聚合物,转而使用不锈钢(316L,17-4PH)、钛和工具钢等金属。
轻松且经济地获得自定义金属零件的3D打印!
自推出以来,CMF为Tom Sturdy的Fiadh钛合金公路自行车提供了为每位骑手量身定制的重量优化钛合金部件,并为Formula Student提供了改进赛车“Stallardo 21”的低重量高容量部件。但稍后会有更多关于谁在使用CMF的信息。现在,我们想知道他们是怎么做到的?
冷金属融合3D打印
冷金属熔化背后的技术
冷金属熔化需要几个步骤,其中许多步骤与金属注塑相同(来源:Headmade Materials)
Cold Metal Fusion能让事情变得简短而甜蜜,因为SLS打印机使用上述专利金属原料,就像他们长期使用聚合物粉末制造零件一样。目前,聚合物涂层金属原料只能从Headmade Materials获得。
SLS技术使用典型的聚合物材料,利用激光将粉末状塑料在热和压力下结合在一起,逐层形成3D形状。这是通过用一个或多个激光器(类型包括二极管、C02或光纤,功率范围从10瓦到60瓦到100瓦)选择性地烧结聚合物颗粒来实现的。
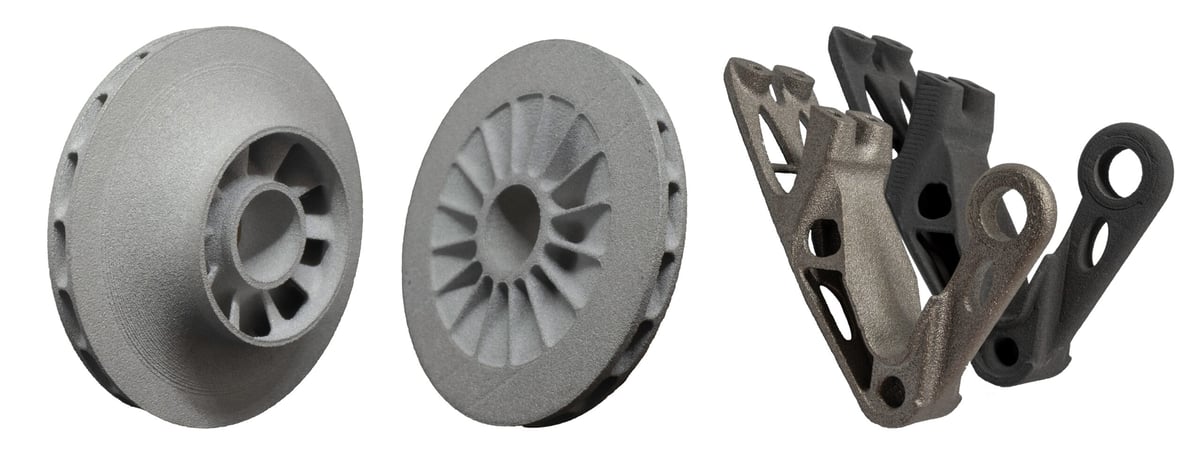
尽管冷金属融合是一个从数字设计到最终金属零件的多步骤过程,但它的吸引力在于作为一种批量零件生产方法(来源:Sintratec)
在SLS机器内部的CMF过程中,有些事情需要改变。SLS机器必须具有开放的参数或预先安装的材料轮廓,以根据金属原料的要求调整温度和其他设置。CMF的温度比任何SLS机器用来打印的温度都低得多(低于80ºC),因此cold Metal Fusion中有“cold”一词。金属在这个过程中并没有熔化,只是聚合物。
在每个部分之后,在构建的层上涂上一层新的原料,激光烧结,该过程一次又一次地重复,直到完成,而不需要支撑结构。其结果是由填充有金属粉末的塑料制成的绿色零件(这意味着粉末冶金中的任何金属都可以使用,零件成本显著降低)。
完成后,需要对零件进行清洁和除粉,根据发明人网站对该生坯零件的高强度和稳定性的说法,这可以通过水压或气压实现自动化。生坯部件的耐用性进一步使得在金属烧结之前能够进行机械车削、铣削、钻孔和研磨。由于整个过程的低温,所有未使用的剩余金属原料下次都可以重复使用。
从这里开始,就像在金属注射成型(MIM)工艺中一样,零件经过化学脱脂,从零件中去除大部分聚合物,留下一个棕色零件,供最后阶段的烧结炉生产全金属零件。
最后的部分比最初打印的部分小。所有由聚合物粘合剂和金属制成的3D打印零件(金属丝3D打印、金属粘合剂喷射)一旦去除聚合物并烧结零件,就会收缩。
Headmade Materials表示,无论零件尺寸、形状或复杂性如何,它都实现了零件均匀收缩的圣杯。
钢和钛的收缩率分别为15%和12%。没有特殊的软件或计算。该公司表示,只需在CAD程序中将钢制零件放大15%,最终零件就会完全符合规格。
冷金属熔化材料和设备
Headmade Materials的金属和聚合物原料有316L和17-4PH不锈钢、M2工具钢、Ti6Al4V和CP Ti 1级钛和钨(来源:Headmade Materials)
冷金属熔合工艺已经有一些值得信赖的材料,包括316L不锈钢、17-4PH不锈钢、M2工具钢、Ti6Al4V钛、CP-Ti钛(1级)和钨。通过Headmade Materials网站密切关注其他公司的进展,因为另一种工具钢H13、铬镍铁合金625和铝6061目前正在开发中。
话虽如此,从所有关于该工艺的讨论和文献中可以清楚地看出,粉末冶金中的任何金属都是适用的,Headmade Materials也很乐意根据客户的需求,根据客户的要求,对目前3D打印中没有的各种其他合金进行适配,包括“非常细或粗糙的以及有棱角的粉末”
Headmade Materials的金属和聚合物原料(来源:Headmade Materials)
Headmade Materials原料的价格没有公开,但该公司表示,这与粘合剂喷射工艺中使用的金属粉末的价格相当。在粘合剂喷射中,也有专有的粘合剂作为消耗品,但对于Headmade Materials,原料是一体式材料。
CMF 3D打印机和设备
Cold Metal Fusion需要的不仅仅是SLS 3D打印机。您需要脱脂设备和熔炉(来源:ColdMetalFusion Aliance)
至于设备,该工艺需要SLS打印机、脱脂站(带溶剂)和烧结炉(MIM型)。严格来说,脱脂和烧结步骤可以外包,因为这些额外的设备价格高昂,而且这些步骤确实需要一定的专业知识。
尽管理论上,任何开放式周边SLS机器都可以处理Headmade Materials的原料,但需要进行一些调整和测试才能得出不同品牌SLS机器的周边。
迄今为止,已有四家SLS机器制造商与Headmade Materials合作开发了所需的周长:
·EOS
·Nexa3D
·Sintratec
·Farsoon
预计会有更多的3D打印机制造商加入该俱乐部,其中还包括精选的后处理机器制造商。这个CMF俱乐部被称为冷金属融合联盟。
这个由设备和软件制造商组成的联盟合作提供捆绑产品,让您在没有设备的情况下开始使用CMF。他们将产品打包为两个捆绑包:CMF LabSystem和CMF JobShop。
CMF实验室系统是测试和小型系列的基本选项,包括以下内容:
·Sintratec S2 SLS 3D打印机和物料处理站,用于沉淀和真空清洁溶液。
·洛米30升脱脂站,具有一体化的溶剂脱脂和溶剂回收站。
·Carbolite 8升管式烧结炉,配有针对CMF、触摸面板控制和1300°C最高操作温度进行优化的自动管式烧结机。
CMF JobShop捆绑包是为那些有兴趣开发自己的生产线的人设计的,包括以下内容:
·Farsoon Technologies SLS打印机,带沉淀站
·Lomi 50升自动脱脂站
·Carbolite 25升批量烧结炉,具有精确的大气控制、1600°C的最高操作温度和水冷壁。
更多的捆绑包和选项正在制作中。或者,可以根据所需零件或业务需求设计和创建量身定制的生产解决方案。
谁在使用冷金属聚变
一款印有冷金属融合技术的钛制自行车曲柄(来源:StrudyCycles)
对CMF感兴趣的公司和制造商可能正在为低体积的金属零件寻找一种价格较低的粘合剂喷射替代品,或者希望通过现有的SLS硬件投资扩展到金属零件。但CMF对金属注射成型公司来说尤其有吸引力,这些公司已经在金属的脱胶和烧结方面拥有专业知识(其重要性不容低估),现在可以为其产品添加更快、更便宜、更灵活的制造方法。
让我们来看看到目前为止,是谁抓住机会将这项令人兴奋的新技术用于最终用途零件。
多亏了CMF,去年,定制公路自行车制造商Sturdy Cycles宣布将其钛零件生产转向3D打印。据报道,作为一名创新、热爱技术的自行车车架制造商,该公司董事Tom Sturdy被CMF准备工作减少带来的效率提高所吸引,这意味着在英国萨默塞特郡可以在现场完成更多的工作。这导致了成本的降低,制造商总是赢家。
在Sturdy Cycles的高速、轻型和运动型公路自行车The Fiadh上使用时,钛零件专家Element22与CMF发明者Headmade Materials合作生产了几个部件,包括鞍座、车把、底部支架、曲柄和链条撑杆的连接器。由于这些高性能自行车的独特性质(和成本),尺寸是为每个骑手量身定制的。有了CMF技术的稳定性和由此产生的可重复性,现在在经济上更可能大规模实现。
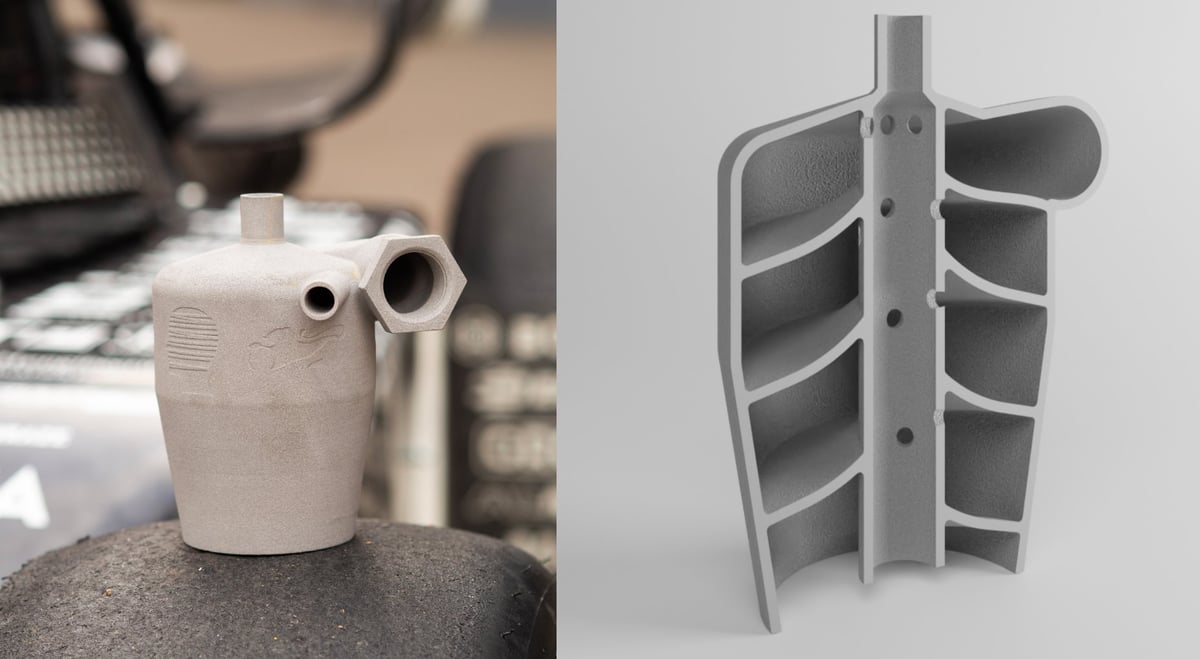
这种钛油空气分离器是使用冷金属融合技术制造的,以实现低重量和高负载能力(来源:Headmade Materials)
在国际学生方程式比赛中,代表德国Esslingen应用科学大学的团队获得了一款采用CMF技术生产的油气分离器,这是Headmade Materials赞助的一部分。Stallardo 21赛车是一款由钛合金Ti6Al4V制成的重量优化、高承载能力部件,有望提高其最大性能。
未来,公司预计该技术的应用通常会进入高端消费品市场,包括奢侈品行业、汽车以及航空航天、医疗和精密机械领域的进一步高科技材料。
德国工具制造商Utilis使用Cold Metal Fusion开发了一种具有内部冷却通道的新型切削工具,可提高效率(来源:ColdMetalFusion联盟)
另一家转向CMF的公司是德国工具公司Utilis AG。该公司与CMF零件制造商MIMplus和Headmade Materials合作,共同开发了一种M2工具钢刀具夹,该刀具夹具有独特的内部冷却液通道,可将刀具性能提高近185%。得益于新的集成冷却系统,Utilis的客户现在有机会在不经历更高磨损的情况下将其刀刃的使用寿命延长一倍或提高其切削价值。集成冷却系统只有在3D打印的情况下才可能实现,因为冷却通道的直径非常小,需要在不损坏生坯的情况下清除粉末。
金属零件特性科
图
2023年9月,生产聚合物3D打印机的Nexa3D进入金属3D打印市场。他们没有推出新机器,而是推出了Headmade Materials的一种新材料,可以在选择性激光烧结3D打印机上生产金属零件(来源:Nexa3D)
根据冷金属融合联盟白皮书,冷金属融合金属零件的特性与金属注塑完全相当。
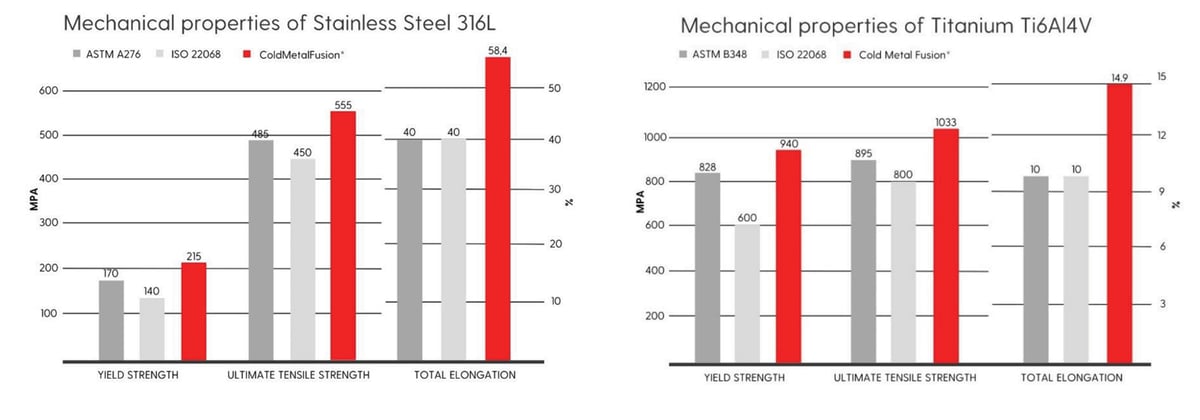
下图由冷金属融合联盟提供,显示了不锈钢316L和钛Ti6Al4V零件的屈服强度、拉伸强度和总伸长率的零件特性的标准化或标准化值。EOS Fromiga P110 SLS 3D打印机上使用ColdMetalFusion生产的金属零件超过了这些标准。
由Headmade Materials不锈钢和钛原料使用冷金属熔合制成的零件的屈服强度、极限拉伸强度和总伸长率超过了金属注塑零件的标准(来源:Headmade Materials)
冷金属融合联盟表示,在零件密度方面,结果取决于材料、印刷和烧结工艺,但通常不锈钢316L的密度高于97%,液相合金的密度高达100%。根据联盟的说法,通过优化每个金属零件的工艺步骤,可以实现高达99%的可重复密度。

Cold Metal Fusion 3D打印–简单解释
【概要描述】 Cold Metal Fusion使用现有的SLS打印机生产金属零件,实现更经济的批量生产。
·冷金属熔化背后的技术
·冷金属熔化材料和设备
·CMF 3D打印机和设备
·谁在使用冷金属聚变
·金属零件特性
·打印冷金属融合零件
冷金属融合(CMF)是一种新的金属3D打印技术,它将现有金属制造工艺的一些元素与选择性激光烧结(SLS)3D打印机中使用的3D打印技术相结合。一个简单的想法是将一种巧妙的新材料整合到一个久经考验的机械生态系统中,使制造商能够用同样的设备做更多的事情。
Headmade Materials发明并于2021年推出的游戏规则改变者是冷金属聚变核心的专利金属原料。金属颗粒上覆盖着一层薄薄的聚合物,在SLS 3D打印过程中将它们结合在一起。
自行车零件初创公司Titanum和制造商Element22合作,在EOS SLS 3D打印机上使用Cold Metal Fusion技术创建了这些MyTi无夹踏板(来源:Element22)
这种令人印象深刻的材料被开发成可以无缝地适应任何可用SLS机器的日常操作(只有少数被“批准”,但稍后会有更多内容),这意味着SLS打印机的起价比大多数金属3D打印机都低,现在可以超越仅使用尼龙等聚合物,转而使用不锈钢(316L,17-4PH)、钛和工具钢等金属。
轻松且经济地获得自定义金属零件的3D打印!
自推出以来,CMF为Tom Sturdy的Fiadh钛合金公路自行车提供了为每位骑手量身定制的重量优化钛合金部件,并为Formula Student提供了改进赛车“Stallardo 21”的低重量高容量部件。但稍后会有更多关于谁在使用CMF的信息。现在,我们想知道他们是怎么做到的?
冷金属融合3D打印
冷金属熔化背后的技术
冷金属熔化需要几个步骤,其中许多步骤与金属注塑相同(来源:Headmade Materials)
Cold Metal Fusion能让事情变得简短而甜蜜,因为SLS打印机使用上述专利金属原料,就像他们长期使用聚合物粉末制造零件一样。目前,聚合物涂层金属原料只能从Headmade Materials获得。
SLS技术使用典型的聚合物材料,利用激光将粉末状塑料在热和压力下结合在一起,逐层形成3D形状。这是通过用一个或多个激光器(类型包括二极管、C02或光纤,功率范围从10瓦到60瓦到100瓦)选择性地烧结聚合物颗粒来实现的。
尽管冷金属融合是一个从数字设计到最终金属零件的多步骤过程,但它的吸引力在于作为一种批量零件生产方法(来源:Sintratec)
在SLS机器内部的CMF过程中,有些事情需要改变。SLS机器必须具有开放的参数或预先安装的材料轮廓,以根据金属原料的要求调整温度和其他设置。CMF的温度比任何SLS机器用来打印的温度都低得多(低于80ºC),因此cold Metal Fusion中有“cold”一词。金属在这个过程中并没有熔化,只是聚合物。
在每个部分之后,在构建的层上涂上一层新的原料,激光烧结,该过程一次又一次地重复,直到完成,而不需要支撑结构。其结果是由填充有金属粉末的塑料制成的绿色零件(这意味着粉末冶金中的任何金属都可以使用,零件成本显著降低)。
完成后,需要对零件进行清洁和除粉,根据发明人网站对该生坯零件的高强度和稳定性的说法,这可以通过水压或气压实现自动化。生坯部件的耐用性进一步使得在金属烧结之前能够进行机械车削、铣削、钻孔和研磨。由于整个过程的低温,所有未使用的剩余金属原料下次都可以重复使用。
从这里开始,就像在金属注射成型(MIM)工艺中一样,零件经过化学脱脂,从零件中去除大部分聚合物,留下一个棕色零件,供最后阶段的烧结炉生产全金属零件。
最后的部分比最初打印的部分小。所有由聚合物粘合剂和金属制成的3D打印零件(金属丝3D打印、金属粘合剂喷射)一旦去除聚合物并烧结零件,就会收缩。
Headmade Materials表示,无论零件尺寸、形状或复杂性如何,它都实现了零件均匀收缩的圣杯。
钢和钛的收缩率分别为15%和12%。没有特殊的软件或计算。该公司表示,只需在CAD程序中将钢制零件放大15%,最终零件就会完全符合规格。
冷金属熔化材料和设备
Headmade Materials的金属和聚合物原料有316L和17-4PH不锈钢、M2工具钢、Ti6Al4V和CP Ti 1级钛和钨(来源:Headmade Materials)
冷金属熔合工艺已经有一些值得信赖的材料,包括316L不锈钢、17-4PH不锈钢、M2工具钢、Ti6Al4V钛、CP-Ti钛(1级)和钨。通过Headmade Materials网站密切关注其他公司的进展,因为另一种工具钢H13、铬镍铁合金625和铝6061目前正在开发中。
话虽如此,从所有关于该工艺的讨论和文献中可以清楚地看出,粉末冶金中的任何金属都是适用的,Headmade Materials也很乐意根据客户的需求,根据客户的要求,对目前3D打印中没有的各种其他合金进行适配,包括“非常细或粗糙的以及有棱角的粉末”
Headmade Materials的金属和聚合物原料(来源:Headmade Materials)
Headmade Materials原料的价格没有公开,但该公司表示,这与粘合剂喷射工艺中使用的金属粉末的价格相当。在粘合剂喷射中,也有专有的粘合剂作为消耗品,但对于Headmade Materials,原料是一体式材料。
CMF 3D打印机和设备
Cold Metal Fusion需要的不仅仅是SLS 3D打印机。您需要脱脂设备和熔炉(来源:ColdMetalFusion Aliance)
至于设备,该工艺需要SLS打印机、脱脂站(带溶剂)和烧结炉(MIM型)。严格来说,脱脂和烧结步骤可以外包,因为这些额外的设备价格高昂,而且这些步骤确实需要一定的专业知识。
尽管理论上,任何开放式周边SLS机器都可以处理Headmade Materials的原料,但需要进行一些调整和测试才能得出不同品牌SLS机器的周边。
迄今为止,已有四家SLS机器制造商与Headmade Materials合作开发了所需的周长:
·EOS
·Nexa3D
·Sintratec
·Farsoon
预计会有更多的3D打印机制造商加入该俱乐部,其中还包括精选的后处理机器制造商。这个CMF俱乐部被称为冷金属融合联盟。
这个由设备和软件制造商组成的联盟合作提供捆绑产品,让您在没有设备的情况下开始使用CMF。他们将产品打包为两个捆绑包:CMF LabSystem和CMF JobShop。
CMF实验室系统是测试和小型系列的基本选项,包括以下内容:
·Sintratec S2 SLS 3D打印机和物料处理站,用于沉淀和真空清洁溶液。
·洛米30升脱脂站,具有一体化的溶剂脱脂和溶剂回收站。
·Carbolite 8升管式烧结炉,配有针对CMF、触摸面板控制和1300°C最高操作温度进行优化的自动管式烧结机。
CMF JobShop捆绑包是为那些有兴趣开发自己的生产线的人设计的,包括以下内容:
·Farsoon Technologies SLS打印机,带沉淀站
·Lomi 50升自动脱脂站
·Carbolite 25升批量烧结炉,具有精确的大气控制、1600°C的最高操作温度和水冷壁。
更多的捆绑包和选项正在制作中。或者,可以根据所需零件或业务需求设计和创建量身定制的生产解决方案。
谁在使用冷金属聚变
一款印有冷金属融合技术的钛制自行车曲柄(来源:StrudyCycles)
对CMF感兴趣的公司和制造商可能正在为低体积的金属零件寻找一种价格较低的粘合剂喷射替代品,或者希望通过现有的SLS硬件投资扩展到金属零件。但CMF对金属注射成型公司来说尤其有吸引力,这些公司已经在金属的脱胶和烧结方面拥有专业知识(其重要性不容低估),现在可以为其产品添加更快、更便宜、更灵活的制造方法。
让我们来看看到目前为止,是谁抓住机会将这项令人兴奋的新技术用于最终用途零件。
多亏了CMF,去年,定制公路自行车制造商Sturdy Cycles宣布将其钛零件生产转向3D打印。据报道,作为一名创新、热爱技术的自行车车架制造商,该公司董事Tom Sturdy被CMF准备工作减少带来的效率提高所吸引,这意味着在英国萨默塞特郡可以在现场完成更多的工作。这导致了成本的降低,制造商总是赢家。
在Sturdy Cycles的高速、轻型和运动型公路自行车The Fiadh上使用时,钛零件专家Element22与CMF发明者Headmade Materials合作生产了几个部件,包括鞍座、车把、底部支架、曲柄和链条撑杆的连接器。由于这些高性能自行车的独特性质(和成本),尺寸是为每个骑手量身定制的。有了CMF技术的稳定性和由此产生的可重复性,现在在经济上更可能大规模实现。
这种钛油空气分离器是使用冷金属融合技术制造的,以实现低重量和高负载能力(来源:Headmade Materials)
在国际学生方程式比赛中,代表德国Esslingen应用科学大学的团队获得了一款采用CMF技术生产的油气分离器,这是Headmade Materials赞助的一部分。Stallardo 21赛车是一款由钛合金Ti6Al4V制成的重量优化、高承载能力部件,有望提高其最大性能。
未来,公司预计该技术的应用通常会进入高端消费品市场,包括奢侈品行业、汽车以及航空航天、医疗和精密机械领域的进一步高科技材料。
德国工具制造商Utilis使用Cold Metal Fusion开发了一种具有内部冷却通道的新型切削工具,可提高效率(来源:ColdMetalFusion联盟)
另一家转向CMF的公司是德国工具公司Utilis AG。该公司与CMF零件制造商MIMplus和Headmade Materials合作,共同开发了一种M2工具钢刀具夹,该刀具夹具有独特的内部冷却液通道,可将刀具性能提高近185%。得益于新的集成冷却系统,Utilis的客户现在有机会在不经历更高磨损的情况下将其刀刃的使用寿命延长一倍或提高其切削价值。集成冷却系统只有在3D打印的情况下才可能实现,因为冷却通道的直径非常小,需要在不损坏生坯的情况下清除粉末。
金属零件特性科
图
2023年9月,生产聚合物3D打印机的Nexa3D进入金属3D打印市场。他们没有推出新机器,而是推出了Headmade Materials的一种新材料,可以在选择性激光烧结3D打印机上生产金属零件(来源:Nexa3D)
根据冷金属融合联盟白皮书,冷金属融合金属零件的特性与金属注塑完全相当。
下图由冷金属融合联盟提供,显示了不锈钢316L和钛Ti6Al4V零件的屈服强度、拉伸强度和总伸长率的零件特性的标准化或标准化值。EOS Fromiga P110 SLS 3D打印机上使用ColdMetalFusion生产的金属零件超过了这些标准。
由Headmade Materials不锈钢和钛原料使用冷金属熔合制成的零件的屈服强度、极限拉伸强度和总伸长率超过了金属注塑零件的标准(来源:Headmade Materials)
冷金属融合联盟表示,在零件密度方面,结果取决于材料、印刷和烧结工艺,但通常不锈钢316L的密度高于97%,液相合金的密度高达100%。根据联盟的说法,通过优化每个金属零件的工艺步骤,可以实现高达99%的可重复密度。
- 分类: 教育训练
- 发布时间:2023-10-10 09:19
- 访问量:

Cold Metal Fusion使用现有的SLS打印机生产金属零件,实现更经济的批量生产。
·冷金属熔化背后的技术
·冷金属熔化材料和设备
·CMF 3D打印机和设备
·谁在使用冷金属聚变
·金属零件特性
·打印冷金属融合零件
冷金属融合(CMF)是一种新的金属3D打印技术,它将现有金属制造工艺的一些元素与选择性激光烧结(SLS)3D打印机中使用的3D打印技术相结合。一个简单的想法是将一种巧妙的新材料整合到一个久经考验的机械生态系统中,使制造商能够用同样的设备做更多的事情。
Headmade Materials发明并于2021年推出的游戏规则改变者是冷金属聚变核心的专利金属原料。金属颗粒上覆盖着一层薄薄的聚合物,在SLS 3D打印过程中将它们结合在一起。

自行车零件初创公司Titanum和制造商Element22合作,在EOS SLS 3D打印机上使用Cold Metal Fusion技术创建了这些MyTi无夹踏板(来源:Element22)
这种令人印象深刻的材料被开发成可以无缝地适应任何可用SLS机器的日常操作(只有少数被“批准”,但稍后会有更多内容),这意味着SLS打印机的起价比大多数金属3D打印机都低,现在可以超越仅使用尼龙等聚合物,转而使用不锈钢(316L,17-4PH)、钛和工具钢等金属。
轻松且经济地获得自定义金属零件的3D打印!
自推出以来,CMF为Tom Sturdy的Fiadh钛合金公路自行车提供了为每位骑手量身定制的重量优化钛合金部件,并为Formula Student提供了改进赛车“Stallardo 21”的低重量高容量部件。但稍后会有更多关于谁在使用CMF的信息。现在,我们想知道他们是怎么做到的?
冷金属融合3D打印
冷金属熔化背后的技术

冷金属熔化需要几个步骤,其中许多步骤与金属注塑相同(来源:Headmade Materials)
Cold Metal Fusion能让事情变得简短而甜蜜,因为SLS打印机使用上述专利金属原料,就像他们长期使用聚合物粉末制造零件一样。目前,聚合物涂层金属原料只能从Headmade Materials获得。
SLS技术使用典型的聚合物材料,利用激光将粉末状塑料在热和压力下结合在一起,逐层形成3D形状。这是通过用一个或多个激光器(类型包括二极管、C02或光纤,功率范围从10瓦到60瓦到100瓦)选择性地烧结聚合物颗粒来实现的。

尽管冷金属融合是一个从数字设计到最终金属零件的多步骤过程,但它的吸引力在于作为一种批量零件生产方法(来源:Sintratec)
在SLS机器内部的CMF过程中,有些事情需要改变。SLS机器必须具有开放的参数或预先安装的材料轮廓,以根据金属原料的要求调整温度和其他设置。CMF的温度比任何SLS机器用来打印的温度都低得多(低于80ºC),因此cold Metal Fusion中有“cold”一词。金属在这个过程中并没有熔化,只是聚合物。
在每个部分之后,在构建的层上涂上一层新的原料,激光烧结,该过程一次又一次地重复,直到完成,而不需要支撑结构。其结果是由填充有金属粉末的塑料制成的绿色零件(这意味着粉末冶金中的任何金属都可以使用,零件成本显著降低)。
完成后,需要对零件进行清洁和除粉,根据发明人网站对该生坯零件的高强度和稳定性的说法,这可以通过水压或气压实现自动化。生坯部件的耐用性进一步使得在金属烧结之前能够进行机械车削、铣削、钻孔和研磨。由于整个过程的低温,所有未使用的剩余金属原料下次都可以重复使用。
从这里开始,就像在金属注射成型(MIM)工艺中一样,零件经过化学脱脂,从零件中去除大部分聚合物,留下一个棕色零件,供最后阶段的烧结炉生产全金属零件。
最后的部分比最初打印的部分小。所有由聚合物粘合剂和金属制成的3D打印零件(金属丝3D打印、金属粘合剂喷射)一旦去除聚合物并烧结零件,就会收缩。
Headmade Materials表示,无论零件尺寸、形状或复杂性如何,它都实现了零件均匀收缩的圣杯。
钢和钛的收缩率分别为15%和12%。没有特殊的软件或计算。该公司表示,只需在CAD程序中将钢制零件放大15%,最终零件就会完全符合规格。
冷金属熔化材料和设备
Headmade Materials的金属和聚合物原料有316L和17-4PH不锈钢、M2工具钢、Ti6Al4V和CP Ti 1级钛和钨(来源:Headmade Materials)
冷金属熔合工艺已经有一些值得信赖的材料,包括316L不锈钢、17-4PH不锈钢、M2工具钢、Ti6Al4V钛、CP-Ti钛(1级)和钨。通过Headmade Materials网站密切关注其他公司的进展,因为另一种工具钢H13、铬镍铁合金625和铝6061目前正在开发中。
话虽如此,从所有关于该工艺的讨论和文献中可以清楚地看出,粉末冶金中的任何金属都是适用的,Headmade Materials也很乐意根据客户的需求,根据客户的要求,对目前3D打印中没有的各种其他合金进行适配,包括“非常细或粗糙的以及有棱角的粉末”

Headmade Materials的金属和聚合物原料(来源:Headmade Materials)
Headmade Materials原料的价格没有公开,但该公司表示,这与粘合剂喷射工艺中使用的金属粉末的价格相当。在粘合剂喷射中,也有专有的粘合剂作为消耗品,但对于Headmade Materials,原料是一体式材料。
CMF 3D打印机和设备

Cold Metal Fusion需要的不仅仅是SLS 3D打印机。您需要脱脂设备和熔炉(来源:ColdMetalFusion Aliance)
至于设备,该工艺需要SLS打印机、脱脂站(带溶剂)和烧结炉(MIM型)。严格来说,脱脂和烧结步骤可以外包,因为这些额外的设备价格高昂,而且这些步骤确实需要一定的专业知识。
尽管理论上,任何开放式周边SLS机器都可以处理Headmade Materials的原料,但需要进行一些调整和测试才能得出不同品牌SLS机器的周边。
迄今为止,已有四家SLS机器制造商与Headmade Materials合作开发了所需的周长:
·EOS
·Nexa3D
·Sintratec
·Farsoon
预计会有更多的3D打印机制造商加入该俱乐部,其中还包括精选的后处理机器制造商。这个CMF俱乐部被称为冷金属融合联盟。
这个由设备和软件制造商组成的联盟合作提供捆绑产品,让您在没有设备的情况下开始使用CMF。他们将产品打包为两个捆绑包:CMF LabSystem和CMF JobShop。
CMF实验室系统是测试和小型系列的基本选项,包括以下内容:
·Sintratec S2 SLS 3D打印机和物料处理站,用于沉淀和真空清洁溶液。
·洛米30升脱脂站,具有一体化的溶剂脱脂和溶剂回收站。
·Carbolite 8升管式烧结炉,配有针对CMF、触摸面板控制和1300°C最高操作温度进行优化的自动管式烧结机。
CMF JobShop捆绑包是为那些有兴趣开发自己的生产线的人设计的,包括以下内容:
·Farsoon Technologies SLS打印机,带沉淀站
·Lomi 50升自动脱脂站
·Carbolite 25升批量烧结炉,具有精确的大气控制、1600°C的最高操作温度和水冷壁。
更多的捆绑包和选项正在制作中。或者,可以根据所需零件或业务需求设计和创建量身定制的生产解决方案。
谁在使用冷金属聚变

一款印有冷金属融合技术的钛制自行车曲柄(来源:StrudyCycles)
对CMF感兴趣的公司和制造商可能正在为低体积的金属零件寻找一种价格较低的粘合剂喷射替代品,或者希望通过现有的SLS硬件投资扩展到金属零件。但CMF对金属注射成型公司来说尤其有吸引力,这些公司已经在金属的脱胶和烧结方面拥有专业知识(其重要性不容低估),现在可以为其产品添加更快、更便宜、更灵活的制造方法。
让我们来看看到目前为止,是谁抓住机会将这项令人兴奋的新技术用于最终用途零件。
多亏了CMF,去年,定制公路自行车制造商Sturdy Cycles宣布将其钛零件生产转向3D打印。据报道,作为一名创新、热爱技术的自行车车架制造商,该公司董事Tom Sturdy被CMF准备工作减少带来的效率提高所吸引,这意味着在英国萨默塞特郡可以在现场完成更多的工作。这导致了成本的降低,制造商总是赢家。
在Sturdy Cycles的高速、轻型和运动型公路自行车The Fiadh上使用时,钛零件专家Element22与CMF发明者Headmade Materials合作生产了几个部件,包括鞍座、车把、底部支架、曲柄和链条撑杆的连接器。由于这些高性能自行车的独特性质(和成本),尺寸是为每个骑手量身定制的。有了CMF技术的稳定性和由此产生的可重复性,现在在经济上更可能大规模实现。
这种钛油空气分离器是使用冷金属融合技术制造的,以实现低重量和高负载能力(来源:Headmade Materials)
在国际学生方程式比赛中,代表德国Esslingen应用科学大学的团队获得了一款采用CMF技术生产的油气分离器,这是Headmade Materials赞助的一部分。Stallardo 21赛车是一款由钛合金Ti6Al4V制成的重量优化、高承载能力部件,有望提高其最大性能。
未来,公司预计该技术的应用通常会进入高端消费品市场,包括奢侈品行业、汽车以及航空航天、医疗和精密机械领域的进一步高科技材料。

德国工具制造商Utilis使用Cold Metal Fusion开发了一种具有内部冷却通道的新型切削工具,可提高效率(来源:ColdMetalFusion联盟)
另一家转向CMF的公司是德国工具公司Utilis AG。该公司与CMF零件制造商MIMplus和Headmade Materials合作,共同开发了一种M2工具钢刀具夹,该刀具夹具有独特的内部冷却液通道,可将刀具性能提高近185%。得益于新的集成冷却系统,Utilis的客户现在有机会在不经历更高磨损的情况下将其刀刃的使用寿命延长一倍或提高其切削价值。集成冷却系统只有在3D打印的情况下才可能实现,因为冷却通道的直径非常小,需要在不损坏生坯的情况下清除粉末。
金属零件特性科
2023年9月,生产聚合物3D打印机的Nexa3D进入金属3D打印市场。他们没有推出新机器,而是推出了Headmade Materials的一种新材料,可以在选择性激光烧结3D打印机上生产金属零件(来源:Nexa3D)
根据冷金属融合联盟白皮书,冷金属融合金属零件的特性与金属注塑完全相当。
下图由冷金属融合联盟提供,显示了不锈钢316L和钛Ti6Al4V零件的屈服强度、拉伸强度和总伸长率的零件特性的标准化或标准化值。EOS Fromiga P110 SLS 3D打印机上使用ColdMetalFusion生产的金属零件超过了这些标准。
由Headmade Materials不锈钢和钛原料使用冷金属熔合制成的零件的屈服强度、极限拉伸强度和总伸长率超过了金属注塑零件的标准(来源:Headmade Materials)
冷金属融合联盟表示,在零件密度方面,结果取决于材料、印刷和烧结工艺,但通常不锈钢316L的密度高于97%,液相合金的密度高达100%。根据联盟的说法,通过优化每个金属零件的工艺步骤,可以实现高达99%的可重复密度。
通过优化工艺参数,尺寸精度约为±100微米或更高。表面质量与其他3D打印零件相当,如金属粉末床熔合或金属粘合剂喷射。如果需要更好的表面质量,则可以在烧结之前对生坯部件或在烧结之后对金属部件进行额外的后处理。零件也可以进行机械加工和抛光,以满足光洁度要求。
用冷金属熔化法生产的金属零件的硬度等特性对应于底层合金的硬度。根据Cold Metal Fusion Alliance的材料,这也意味着热处理或交联(通常被其他3D打印技术用来降低内部零件应力或达到特定硬度)是不必要的。金属部件的硬度由下面的合金和烧结工艺决定,而不是由3D打印工艺决定。目前,在没有后处理步骤的情况下,硬度可以达到60 HRC。
冷金属融合生产的金属零件也可以进行热等静压(HIP),以提高金属零件的密度和晶粒结构,然而,联盟建议优化零件设计和参数,以避免这种额外的后处理步骤。
扫二维码用手机看
最新消息
 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号