





教育训练


产业应用


航天/船舶/国防
增材製造是製造業極具代表性的顛覆性技術
+


建筑/古迹
增材製造是製造業極具代表性的顛覆性技術
+


教育/创客
增材製造是製造業極具代表性的顛覆性技術
+


金属列印
增材製造是製造業極具代表性的顛覆性技術
+


汽车/自行车
增材製造是製造業極具代表性的顛覆性技術
+


商业.消费
增材製造是製造業極具代表性的顛覆性技術
+

消费.电子
增材製造是製造業極具代表性的顛覆性技術
+


牙科/医疗
增材製造是製造業極具代表性的顛覆性技術
+


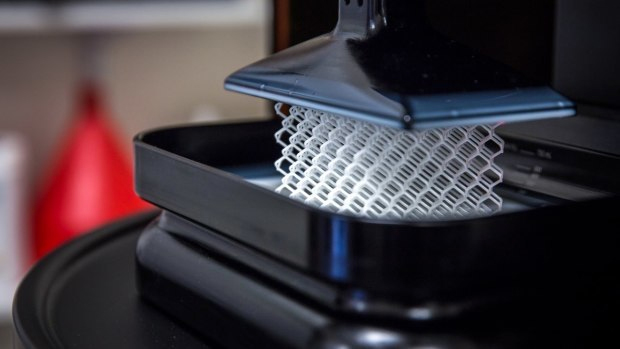
SLA技术3D打印手部假肢
Superhumans Center 3D 实验室最近为使用 Koalaa 软假肢的手腕截肢患者制作了一种手部假肢。他的要求是拥有一种轻巧美观的设备,用于简单的活动,他对最终结果非常满意!
这是患者另一只手的实际复制品,使用3D扫描创建。我设计了一种与 Koalaa 适配器锁定销配合使用的设备,以便能够锁定手腕位置并防止自由旋转。内部是空心的,以减轻重量,从而增加使用时的舒适度。设备使用我们最喜欢的 Form 3BL 打印。
我们要再次感谢 Aisling McEleney 和 Formlabs 给了我们这个难得的机会,让我们的患者的生活更轻松一些。
+
更多应用



新闻活动

28
2024-04
工业级性能,端到端工业应用解决方案
UltiMaker 新推出的工业级 3D 打印机,它能简化生产流程,保持运作正常运行。它支持工程材料、直接双挤压、板载打印过程报告和其它创新,实现了无与伦比的可预测性和最小差异。
新款 UltiMaker Factor 4 提供工业级性能。Factor 4 由坚固的钢、铝和玻璃制成,专为工厂车间而设计。
该打印机具有三重绝缘构建体积、闭环和直接驱动双挤出、自动感应床调平以及PEI涂层的柔性构建板,即使在复杂和具有挑战性的设计中也能确保一致的生产输出。
这些功能与全新的 H 桥龙门架和刚性全金属框架相结合,可实现高速移动和精度。
17
2024-04
使用瑞士SLS 3D打印机进行突破性工程设计
在瑞士工程公司IMT,增材制造方法已经成为开发不可或缺的一部分。在各种现代技术中,该团队还使用Sintratec S2来加快原型的迭代和验证。
瑞士制造的创新
大约有100名工程师,信息管理技术总部位于瑞士Buchs,是瑞士工程市场的主要参与者之一。近年来,该公司在医疗技术和气动领域取得了巨大成功。IMT首席运营官Benno Bieri表示:我们的核心竞争力是为工业客户,尤其是医疗设备制造商,开发带有嵌入式软件的电子设备。该公司支持其客户从最初的想法与概念研究到生产就绪的应用,并贯穿整个产品生命周期。
大约有100名工程师在位于Buchs的IMT总部从事各种各样的开发项目。
Benno Bieri负责IMT的运营业务。
拥抱现代科技
IMT的信条是站在技术的最前沿。最近刚刚建立了一个拥有最先进设备的测试实验室,例如用于特殊环境模拟的实验室。不足为奇的是,该公司十多年来一直在采用增材制造工艺。Bieri说:我们过去常常从外部服务提供商那里采购3D打印零件。现在,随着需求的增长,我们内部有几台3D打印机,我们非常依赖快速迭代。随着客户需求变得越来越动态,这些灵活的技术被越来越频繁地需要,并且已经出现在早期项目阶段。
多功能制造工艺
Christoph Untersander是IMT的设计主管,负责可用性和原型制作。他与机械部门一起,使用各种3D打印过程来验证设计和模拟。Untersander解释说:根据我们对零件的要求,我们使用适当的技术,如FDM(熔融沉积成型)、SLA(立体光刻)或SLS(选择性激光烧结)。当原型需要具有各向同性(即机械均匀)的属性和光学均匀的表面时,Untersander的团队转向SLS。
作为设计负责人,Christoph Untersander经常依赖3D打印工艺。
工作中的瑞士SLS 3D打印机
Sintratec S2自2022年末以来一直在IMT的3D打印中心使用。工程师们主要用它来打印内部开发项目的原型零件。对于IMT的设计师Vanessa Hug来说,SLS工艺提供了明显的优势:因为SLS不需要支撑结构,我们在设计方面更加自由,也可以创造复杂的形状,她解释道。Hug还负责操作瑞士SLS 3D打印机,并为其他部门提供所需的零件。为此,设计者依赖于PA12材料“我们使用PA12,因为它符合我们对精确度、机械强度和气密性的要求,”Hug说。后者对于气动应用尤其重要。
当精度和表面质量很重要时,设计师Vanessa Hug用Sintratec S2生产零件。
盖板、外壳、复杂零件
增材制造技术的一个具体应用是内部测试系统“Beverin”。该设置允许在模块化的基础上测试和测量各种元件和传感器。“对于这个测试系统,我们制造了许多外壳、盖板元件和复杂的阀门,用于使用SLS工艺进行气体流量测量”,Christoph Untersander解释道。对于这些零件,各个方向的尺寸精度和表面光洁度对于确保最终产品尽可能接近现实尤为重要。其他3D打印工艺,如FDM,将很快达到极限。
内部测试系统包含许多使用SS工艺制造的元件。
使用SLS进行气体流量测量
Christoph Untersander介绍了一个目前正在测试系统上验证的部件:用于气体流量测量的复杂阀门。“模拟结束后,我们打印出第一个原型,将其安装在测试环境中并进行测量”,他解释道。“然后我们测量气体流量,并尝试根据传感器读数优化几何形状。”SLS的设计自由度使以前无法想象的施工方法成为可能。“如果有调整,我们明天就会拿到下一部分,”Untersander说。
对SLS 3D打印阀门进行测量并评估其数据。
类比–测试–反覆运算
IMT开发按照“模拟-测试-反覆运算”原则进行。“一旦我们的增材制造件达到了规定的标准,我们就可以向批量生产迈进了一步”,Untersander说。虚拟模拟、真实测试情境和快速反覆运算的结合已经证明了其对工程公司的价值。“这种速度尤为重要,因为节省的每一天对我们来说都非常宝贵”,Benno Bieri强调说。下一步将是3D打印无法以任何其他方式批量生产的零件。在Bieri看来,增材制造技术在未来将继续在IMT中发挥重要作用。
在模拟和测试之后,组件可以被快速优化和迭代。
成熟的瑞士
经过一年半多的使用,SLS工艺已经成为IMT研究和开发的一个组成部分。选择瑞士SLS 3D打印机并非巧合,在这种情况下,选择S2。Christoph Untersander总结道:我们非常感谢Sintratec作为我们的合作伙伴,这家瑞士公司与我们关系密切,我们可以快速轻松地找到解决方案。此外,我们总能从瑞士合作伙伴那里获得最高质量的产品,Benno Bieri补充道。在IMT使用Sintratec S2清楚地展示了现代3D打印技术对开创性工程的贡献。
SLS在未来的IMT中可能会变得越来越重要。
久经考验的瑞士性
经过一年半多的使用,SLS工艺已成为IMT研发不可或缺的一部分。选择瑞士SLS 3D打印机(在本例中为S2)并非巧合。“我们非常感谢 Sintratec 作为合作伙伴,这是一家瑞士公司,由于他们离我们很近,我们可以快速轻松地找到解决方案”,Christoph Untersander 总结道。“此外,我们始终从瑞士合作伙伴那里获得最高质量的产品”,Benno Bieri补充道。Sintratec S2在IMT上的使用清楚地表明了现代3D打印技术可以为突破性工程做出的贡献。
“借助 Sintratec S2,我们 IMT 可以快速、精确地生产复杂的原型零件,从而加速内部开发项目。”
16
2024-04
3D打印的投资回报率
对于企业来说,桌面 3D 打印机是一种极具吸引力的选择。与其他选择相比,它们的购买价格和运行成本都很低。在产品设计师和工程师的办公桌上添加一台 3D 打印机,它就会成为一个强大的工具。它可以快速、低成本地制作视觉模型和功能原型,并按需生产高度定制化的制造辅助工具和终端零件。
但在投资三维打印之前,必须计算所涉及的成本并回答一些关键问题:
桌面 3D 打印与您当前的成本相比如何?
您需要多少台 3D 打印机?
需要多长时间才能实现完全的投资回报?
选择高质量的专业设备而不是预算有限的设备,可以通过可靠性和易用性节省大量成本。可靠的三维打印机能最大限度地延长正常运行时间并提高打印成功率,而易于使用的打印机则能减少操作、维护和培训所需的时间。
下面我们将介绍如何计算三维打印的成本和潜在节约,并提供一个使用桌面三维打印大幅节约成本的企业案例研究。
为什么要投资 3D 打印?
节约成本
与任何购买决策一样,选择是否购买 3D 打印机应基于潜在的投资回报率(ROI)。但是,如果不对类似的成本进行比较,就很难了解潜在的成本节约。
例如,在外包情况下,您只需为整个服务支付一个价格。但对于内部三维打印,您必须考虑劳动力和运行成本等因素。而在购买打印机之前,要知道这些成本并不容易。本指南将为您提供帮助。
质量
另一个考虑因素是桌面 3D 打印作为原型或制造解决方案的实际性能如何。需要考虑的主要变量是可用的兼容材料及其生产的零件质量。这两个因素因 3D 打印机的不同而有很大差异。
图片
在 UltiMaker 打印机上 3D 打印的螺旋桨原型,旁边是最终的生产版本
高质量的三维打印机应兼容多种材料,并提供强度、柔韧性、耐热性或耐化学性等特性。
但质量很难衡量。
打印机规格可以说明质量,但我们也建议查看三维打印机制造商提供的客户案例研究。客户是否能达到您所要求的效果?如果是,那就可以考虑投资一台三维打印机。
可用性
内部 3D 打印机可随时按需生产,在测试和立即实施新想法的过程中创造出一种持续改进的文化。创建定制的夹具、夹具或备件可以降低制造工厂的订购成本,而内部生产则可以 ""及时 ""处理库存,省去昂贵的存储费用。
提高效率
内部三维打印的主要优势在于它带来的速度和效率。对于产品设计师来说,原型可以在几小时内制作完成,而无需等待设计外包和交付。这样就能在更短的时间内完成更多的迭代,从而使产品开发成本更低、设计更精良、上市时间更快。
比较 3D 打印与外包的成本
如果您的企业需要原型或高度定制的零件,外包似乎是一个明智的选择。没有大笔的前期投资意味着成本是固定和可预测的。但与内部三维打印相比,外包也有成本高、周期长的缺点。
三维打印的初始投资可能较高,但如果管理得当,可以大大提高产能和吞吐量。三维打印还具有完全的可扩展性,因此,如果您投资一台打印机后发现不够用,也不会受到任何惩罚。您只需购买额外的打印机即可满足您的产能需求。
根据专业用户的平均要求,一台典型的熔融沉积建模(FDM)三维打印机每天可完成一到两个打印任务。如果您每周需要打印 10 个以上的零件,您可能需要多台打印机以获得足够的打印能力。
您的 3D 打印机提供商将能够根据您所需的打印数量和类型为您提供建议。
计算 3D 打印的投资回报率
让我们来计算一下转用内部三维打印解决方案可以实现的投资回报。
为了说明问题,我们以UltiMaker S7为例,计算投资回报率和投资回收期:
图片
示例仅供参考,基于内部 FDM 和外包 SLS 3D 打印的平均值,硬件成本基于一台 UltiMaker S7(不含税)。
虽然您的成本可能与所使用的示例不同,但该图表强调了 3D 打印可提供的快速投资回报率。在这个例子中,购买一台 UltiMaker S7 打印机的投资回收期是打印 42 次之后。
从这一点来看,每一次 3D 打印都比外包节省了成本。因此,尽管前期投资成本较高,但每次打印的成本要低得多。以下是费用明细:
前期成本 内部3D打印 外包3D打印
硬件和软件投资 8,299 美元
培训(可选) 500 美元
每次印刷成本
每次印刷成本(估算) 10 美元 200 美元
20 次印刷 7,200 美元 400 美元
50 次印刷 7,500 美元 10,000 美元
80 次打印 7,800 美元 16,000 美元
三维打印成本细目
与选择性激光烧结(SLS)或大型工业 3D 打印机等技术相比,桌面 FDM 3D 打印是一种特别经济的选择。例如,一台 UltiMaker S7 的价格为 8299 美元(不含税)。
UltiMaker Cura 是世界上最流行的 3D 打印切片软件,免费提供。企业还可以选择订阅 UltiMaker Essentials,这是一个付费软件包,能为企业带来更高的稳定性和控制力。
就像办公室打印机需要纸张一样,FDM 3D 打印机也需要材料或长丝。UltiMaker 提供多种材料,旨在与我们的三维打印机实现最佳配合。我们的开放式长丝系统意味着您也可以使用其他材料供应商提供的长丝。平均而言,每克材料的成本仅为几分钱,每个打印模型的成本约为 5 到 20 美元。
图片
安装和维护成本因 3D 打印机的设计而异。例如,UltiMaker 打印机在设计时就考虑到了快速安装,清洁和校准等维护工作只需每月进行一次。Ultimaker 打印机是高度可靠的机器,能够连续运行,正常运行时间长,打印成功率高。
培训
即使是专业的 3D 打印机也应该提供相对简单的用户体验,只需通过 Ultimaker Cura 等切片软件将 3D 设计发送到打印机即可。因此,与数控机床不同,不需要专门的操作人员。
对于习惯使用三维建模软件的设计师来说,通常可以轻松顺利地过渡到使用三维打印切片软件。因此,用户培训要求极低,在某些情况下甚至没有必要。
如果您的员工确实需要培训,请向您的经销商咨询他们提供的任何培训。您还可以查看我们的 FDM 3D 打印和 3D 打印设计指南,以帮助您入门。
案例研究:雪上业务
Snow Business公司是世界领先的雪景和冬季特效制作公司,为电影、电视行业和现场活动提供服务。该公司使用 UltiMaker 3D 打印机为其复杂的造雪机喷嘴制作原型、功能测试部件和最终部件。
图片
挑战
以前,Snow Business 将喷嘴原型的生产外包给 SLS 服务公司,最低订单金额为 150 美元。周转时间长达七天。
解决方案
Snow Business 投资购买了三台 UltiMaker 3D 打印机,为他们的造雪机制作喷嘴原型。现在,他们可以在数小时内经济高效地打印出喷嘴。
SLS 服务 3D打印
每次迭代成本 150 美元 3.25 美元
准备时间 7 天 7 小时
据 Snow Business 研究部主管 Paul Denney 估计,该公司的第一台打印机仅在两周内就收回了成本。
结论
通过一些简单的计算,您很容易就能算出通过内部 3D 打印可以节省多少成本。您还可以估算出初期投资的回报速度。
3D打印


3D扫描量测


积层制造软体


逆向工程软体



加工机

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

订阅电子报
描述:
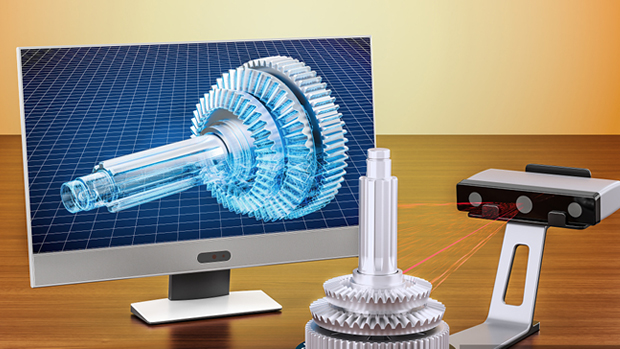
ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是蔡司#HandsOnMetrology经销商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。
关注我们






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
客户留言
描述:
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号