





教育训练


产业应用


航天/船舶/国防
增材製造是製造業極具代表性的顛覆性技術
+


建筑/古迹
增材製造是製造業極具代表性的顛覆性技術
+


教育/创客
增材製造是製造業極具代表性的顛覆性技術
+


金属列印
增材製造是製造業極具代表性的顛覆性技術
+


汽车/自行车
增材製造是製造業極具代表性的顛覆性技術
+


商业.消费
增材製造是製造業極具代表性的顛覆性技術
+

消费.电子
增材製造是製造業極具代表性的顛覆性技術
+


牙科/医疗
增材製造是製造業極具代表性的顛覆性技術
+


Selle Italia 和 Prototek 为自行车消费者打造更舒适的高性能鞍座
介绍
Selle Italia是一家位于意大利威尼斯郊外的自行车鞍座制造商。这家拥有百年历史的公司以拥抱创新而闻名,并决定为其品牌 Selle Italia 和 Selle San Marco 打造一款高科技鞍座,为客户提供更高水平的骑行舒适度。
虽然其他鞍座制造商也在采用 3D 打印,但 Selle Italia 希望使其产品与众不同,因此Selle Italia求助于公司附近的 Carbon 合作伙伴Prototek来开发这一款新产品。
这种关系和产品线迅速进入高速发展阶段,推出了多款基于Carbon增材制造平台开发的的鞍座。
材料和产品要求
Selle Italia 希望将其鞍座提升到一个新的水平,为此决定尝试增材制造技术。多年的公路自行车赛事赞助以及车座设计经验使该公司处于开发突破性新产品的有利位置。
为了满足精英自行车手所需的最高性能水平,Selle Italia 希望找到一种不仅能为骑手提供支撑,而且透气的材料,最终提供更舒适的骑行体验,其要求包括:
--鞍座垫材部分有多个区域,可优化性能和舒适度
--柔软且有一定摩擦力的能量回弹性材料
--高透气性
--增加骑手的舒适度
--可以制造难以成型的结构
寻找合适的合作伙伴
Selle Italia 对采购自己的打印机群进行制造并不感兴趣,因此它们寻找可以协助鞍座的实际设计和产品开发以及生产路径的合作伙伴。在调研了当地潜在供应商后,Selle Italia选择与Carbon生产网络成员Prototek 合作。Prototek 的设计专业知识和数字化工厂让 Selle Italia 有信心开始与 Prototek 一起更新其经典车座、Selle Italia SLR Boost 和 Selle San Marco Shortfit 2.0 的设计。
确定最佳打印平台
Prototek 建议 Selle Italia 利用 Carbon增材制造平台制造 SLR Boost 和 Shortfit 2.0 鞍座,因为 Carbon 的打印技术可以轻松打印出 Selle Italia 和 Selle San Marco 想要的独特设计空间,而且其最终材料非常适合鞍座应用。Prototek 知道,通过 Carbon,Selle Italia 将能够实现他们用其他方式无法实现的目标。
Prototek 建议使用 Carbon 的 EPU 41高性能弹性聚氨酯材料,这是一种耐用、高弹性、能量回弹性材料,可为骑手提供缓冲和足够的摩擦力。它还适用于多分区晶格设计结构,这些设计非常透气,并且可以精确调整参数以提供各种机械响应,从而为骑手提供更好的骑行体验。
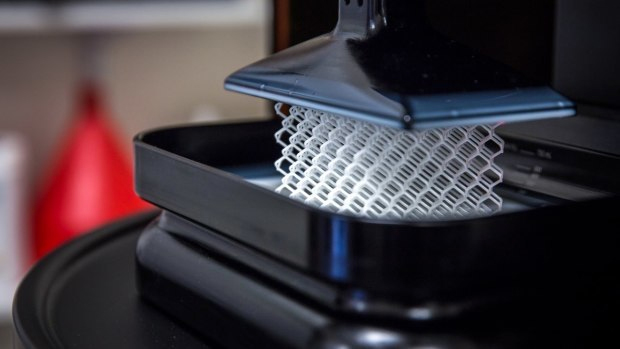
当 Selle Italia 和 Prototek 最初开始合作时,Prototek 安装了一台 M2 打印机。虽然完全能够生产优质晶格,但 M2 成形平台的尺寸对于鞍座生产而言相对较小。然而,Prototek 巧妙地设计了一种方法,将座垫部分分成两块打印,然后将其组装成一块供 Selle Italia 进行测试。功夫不负有心人,Prototek的努力得到了回报!M2上制作的原型样品成功向 Selle Italia 展示了潜力,并在大型 L1 打印机上使用 Carbon平台投入生产,使得鞍座的垫材可以一次打印成形。
“参与 Selle Italia 等顶级品牌的项目总是令人愉快的。他们拥有顶级标准,凭借Carbon的技术和材料,我们能够实现他们的目标并提供他们所寻求的东西。”
安德里亚·巴尔奇
Prototek 原型设计和 3D 生产部门主管
产品扩展和增长
到 2023 年夏天,Selle Italia 的 首款3D打印鞍座取得了销量上的成功,受到了非常积极的客户反馈。这使他们坚信 Carbon Digital Light Synthesis™ (Carbon DLS™) 是其鞍座在市场上脱颖而出的不可或缺的一部分。Selle Italia趁热打铁扩展了其 3D打印鞍座产品线,包括两个品牌的四种鞍座,分别用于高性能公路车、舒适型自行车和铁人三项自行车,这是有史以来第一个采用增材制造技术制造的铁三自行车鞍座,并与世界冠军铁人三项运动员帕特里克·兰格 (Patrick Lange) 合作开发。这些鞍座包括:
--Selle Italia Watt 3D
--Selle Italia SLR Boost 3D
--Selle Italia Novus Boost Evo 3D
--Selle San Marco Shortfit 2.0 3D
展望
随着 3D 打印鞍座的推出,Selle Italia 发现欣赏高端产品并爱好科技的客户兴趣急剧增加,表明消费者正在享受这种全新技术带来的骑行体验。2024 年,Selle Italia 的赛车鞍座将开始在环意自行车赛、环法自行车赛和环西班牙自行车赛的专业赛道上与车手一起亮相。
“ “我们始终以满足最苛刻的自行车手的需求为标准开发产品,努力提升他们的骑行舒适度并提高他们的运动表现。因此我们信任 Carbon 和 Prototek 等高级合作伙伴的 3D 车座项目,坚信我们之间的持续合作有助于提高自行车运动的整体创新水平。”
安德里亚·布扎沃
Selle Italia SRL 总经理
自从与 Prototek 合作生产以来,五个产品线已累计生产了超过 15,000 个鞍座,这不仅证明了客户需求,也证明了 Selle Italia 的创新以及 Prototek 的设计和生产专业能力。
源文摘自:Carbon 3D
+
更多应用



新闻活动

28
2024-04
FDM技术 3D打印 真实热塑性工程材料
#Ultimaker
#3dprint #3D打印
#舱体温度 70 degree
#双喷设计水溶支撑
#碳纤增强
本周 Fuzzy Cura 的亮点是 #UltiMaker Cura 切片软件中被低估的设置,这对最终结果有重大影响。
通过调整模糊厚度和模糊密度,您可以获得有趣的结果。这包括为特定应用增加更多牵引力、隐藏 FFF 层线或赋予零件更明确的粗糙度。
你以前试过这个设置吗?
3D打印机:UltiMaker S5
材质:UltiMaker PLA黑色
软件: UltiMaker Cura + Fuzzy skin setting
应用: Texture model
28
2024-04
工业级性能,端到端工业应用解决方案
UltiMaker 新推出的工业级 3D 打印机,它能简化生产流程,保持运作正常运行。它支持工程材料、直接双挤压、板载打印过程报告和其它创新,实现了无与伦比的可预测性和最小差异。
新款 UltiMaker Factor 4 提供工业级性能。Factor 4 由坚固的钢、铝和玻璃制成,专为工厂车间而设计。
该打印机具有三重绝缘构建体积、闭环和直接驱动双挤出、自动感应床调平以及PEI涂层的柔性构建板,即使在复杂和具有挑战性的设计中也能确保一致的生产输出。
这些功能与全新的 H 桥龙门架和刚性全金属框架相结合,可实现高速移动和精度。
17
2024-04
使用瑞士SLS 3D打印机进行突破性工程设计
在瑞士工程公司IMT,增材制造方法已经成为开发不可或缺的一部分。在各种现代技术中,该团队还使用Sintratec S2来加快原型的迭代和验证。
瑞士制造的创新
大约有100名工程师,信息管理技术总部位于瑞士Buchs,是瑞士工程市场的主要参与者之一。近年来,该公司在医疗技术和气动领域取得了巨大成功。IMT首席运营官Benno Bieri表示:我们的核心竞争力是为工业客户,尤其是医疗设备制造商,开发带有嵌入式软件的电子设备。该公司支持其客户从最初的想法与概念研究到生产就绪的应用,并贯穿整个产品生命周期。
大约有100名工程师在位于Buchs的IMT总部从事各种各样的开发项目。
Benno Bieri负责IMT的运营业务。
拥抱现代科技
IMT的信条是站在技术的最前沿。最近刚刚建立了一个拥有最先进设备的测试实验室,例如用于特殊环境模拟的实验室。不足为奇的是,该公司十多年来一直在采用增材制造工艺。Bieri说:我们过去常常从外部服务提供商那里采购3D打印零件。现在,随着需求的增长,我们内部有几台3D打印机,我们非常依赖快速迭代。随着客户需求变得越来越动态,这些灵活的技术被越来越频繁地需要,并且已经出现在早期项目阶段。
多功能制造工艺
Christoph Untersander是IMT的设计主管,负责可用性和原型制作。他与机械部门一起,使用各种3D打印过程来验证设计和模拟。Untersander解释说:根据我们对零件的要求,我们使用适当的技术,如FDM(熔融沉积成型)、SLA(立体光刻)或SLS(选择性激光烧结)。当原型需要具有各向同性(即机械均匀)的属性和光学均匀的表面时,Untersander的团队转向SLS。
作为设计负责人,Christoph Untersander经常依赖3D打印工艺。
工作中的瑞士SLS 3D打印机
Sintratec S2自2022年末以来一直在IMT的3D打印中心使用。工程师们主要用它来打印内部开发项目的原型零件。对于IMT的设计师Vanessa Hug来说,SLS工艺提供了明显的优势:因为SLS不需要支撑结构,我们在设计方面更加自由,也可以创造复杂的形状,她解释道。Hug还负责操作瑞士SLS 3D打印机,并为其他部门提供所需的零件。为此,设计者依赖于PA12材料“我们使用PA12,因为它符合我们对精确度、机械强度和气密性的要求,”Hug说。后者对于气动应用尤其重要。
当精度和表面质量很重要时,设计师Vanessa Hug用Sintratec S2生产零件。
盖板、外壳、复杂零件
增材制造技术的一个具体应用是内部测试系统“Beverin”。该设置允许在模块化的基础上测试和测量各种元件和传感器。“对于这个测试系统,我们制造了许多外壳、盖板元件和复杂的阀门,用于使用SLS工艺进行气体流量测量”,Christoph Untersander解释道。对于这些零件,各个方向的尺寸精度和表面光洁度对于确保最终产品尽可能接近现实尤为重要。其他3D打印工艺,如FDM,将很快达到极限。
内部测试系统包含许多使用SS工艺制造的元件。
使用SLS进行气体流量测量
Christoph Untersander介绍了一个目前正在测试系统上验证的部件:用于气体流量测量的复杂阀门。“模拟结束后,我们打印出第一个原型,将其安装在测试环境中并进行测量”,他解释道。“然后我们测量气体流量,并尝试根据传感器读数优化几何形状。”SLS的设计自由度使以前无法想象的施工方法成为可能。“如果有调整,我们明天就会拿到下一部分,”Untersander说。
对SLS 3D打印阀门进行测量并评估其数据。
类比–测试–反覆运算
IMT开发按照“模拟-测试-反覆运算”原则进行。“一旦我们的增材制造件达到了规定的标准,我们就可以向批量生产迈进了一步”,Untersander说。虚拟模拟、真实测试情境和快速反覆运算的结合已经证明了其对工程公司的价值。“这种速度尤为重要,因为节省的每一天对我们来说都非常宝贵”,Benno Bieri强调说。下一步将是3D打印无法以任何其他方式批量生产的零件。在Bieri看来,增材制造技术在未来将继续在IMT中发挥重要作用。
在模拟和测试之后,组件可以被快速优化和迭代。
成熟的瑞士
经过一年半多的使用,SLS工艺已经成为IMT研究和开发的一个组成部分。选择瑞士SLS 3D打印机并非巧合,在这种情况下,选择S2。Christoph Untersander总结道:我们非常感谢Sintratec作为我们的合作伙伴,这家瑞士公司与我们关系密切,我们可以快速轻松地找到解决方案。此外,我们总能从瑞士合作伙伴那里获得最高质量的产品,Benno Bieri补充道。在IMT使用Sintratec S2清楚地展示了现代3D打印技术对开创性工程的贡献。
SLS在未来的IMT中可能会变得越来越重要。
久经考验的瑞士性
经过一年半多的使用,SLS工艺已成为IMT研发不可或缺的一部分。选择瑞士SLS 3D打印机(在本例中为S2)并非巧合。“我们非常感谢 Sintratec 作为合作伙伴,这是一家瑞士公司,由于他们离我们很近,我们可以快速轻松地找到解决方案”,Christoph Untersander 总结道。“此外,我们始终从瑞士合作伙伴那里获得最高质量的产品”,Benno Bieri补充道。Sintratec S2在IMT上的使用清楚地表明了现代3D打印技术可以为突破性工程做出的贡献。
“借助 Sintratec S2,我们 IMT 可以快速、精确地生产复杂的原型零件,从而加速内部开发项目。”
3D打印


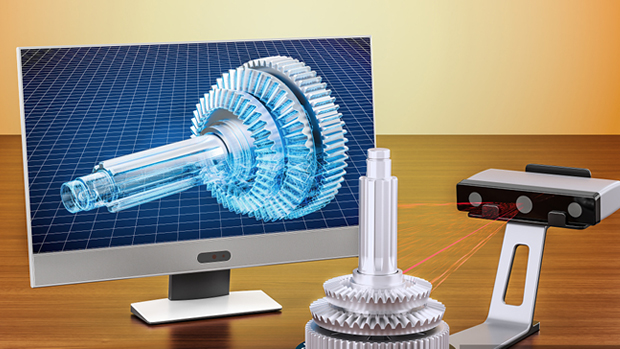
3D扫描量测


积层制造软体


逆向工程软体



加工机

 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

订阅电子报
描述:
ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是蔡司#HandsOnMetrology经销商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。
关注我们






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
客户留言
描述:
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号