




CreatBot速维科技PEEK设备即时退火功能助力意大利科研机构研究,相关论文由国际生产工程学会(CIRP)出版
 发布时间:2024/03/26
发布时间:2024/03/26
- 访问量:
【概要描述】 PEEK退火的介绍
PEEK是聚醚醚酮(Polyether Ether Ketone)的缩写,是一种半结晶性高性能热塑性塑料。它具有以下主要特点:
优异的热稳定性和耐高温性能,持续使用温度可达250°C。
出色的化学稳定性和耐腐蚀性,能抵御大多数酸、碱、溶剂等化学介质的侵蚀。
良好的机械强度,拉伸强度、冲击强度和疲劳强度都很高。
优秀的绝缘性能,具有良好的电绝缘性和介电强度。
生物相容性好,可用于医疗器械制造。
自润滑性好,摩擦系数低,耐磨损性能优异。
(图为 速维科技CreatBot 3D打印机打印的高分子材料零件)
由于上述优异综合性能,PEEK被广泛应用于航空航天、汽车、电子电气、化工、医疗等领域,用于制造各种结构件、密封件、绝缘件等。
随着3D打印技术的发展,PEEK也开始被用于增材制造领域。
在冶金学或材料工程,退火是一种改变材料微结构且进而改变如硬度和强度等机械性质的热处理。
在PEEK材料的加工中,退火也是一项必须的工程。通过退火工艺,可以软化PEEK材料,改变PEEK的微观结构和性质,使其更加均匀。从而提高产品性能和加工性,增加其机械性能和化学性能。
传统的制作工艺中,可以用烘炉进行退火。
但退火同时也会使PEEK样件产生形变,鼓包,甚至断裂等等意外情况。
所以说PEEK的退火是个既需要时间又需要耐心的技术活,要花时间积累很多经验,甚至提前做好尺寸变化的准备,当然,最终也不一定能获得满意的效果。
近年来,越来越流行使用3D打印技术打印PEEK材料,并进行退火处理。
意大利科研机构最新发布的PEEK退火论文研究解读
来自意大利巴里理工学院、意大利国家核研究所和意大利国家科学院纳米技术研究所的科研人员使用速维科技CreatBot PEEK-300高温系列3D打印机以“直接退火对添加剂制造的PEEK弯曲性能影响”为课题进行了初步实验,并将相关学术研究发表在Procedia CIRP期刊上。
注:Procedia CIRP是一个由国际生产工程学会(CIRP)主办的出版其会议论文集的期刊,具体论文出处参考如下:
Morfini, L., Guerra, M. G., Lavecchia, F., Spina, R., & Galantucci, L. M. (2023). Preliminary test on the effect of direct annealing on additive manufactured PEEK bending properties. Procedia CIRP, 118, 705-710.
研究内容介绍
在第一章介绍部分,文章先介绍了PEEK和增材制造的广泛应用。随后指出传统工艺如注射成型或粉床熔融成型工艺(如选区激光烧结SLS或直接能量沉积DED)可生产PEEK零件。近年来,人们努力使用熔融沉积成型(FFF)来生产PEEK零件,以降低生产成本。
虽然FFF被视为用户友好技术,但由于PEEK材料和工艺的特殊性,获得良好的打印结果需要付出相当大的成本。打印温度、层高和打印速度等参数对结果有重大影响。
PEEK是半结晶聚合物,通过热处理可以提高其结晶度和性能。本论文旨在提供更多关于退火对FFF工艺制造PEEK试件弯曲性能影响的信息,并比较了在3D打印过程中进行的直接退火和传统烘炉退火的效果。
材料与方法介绍
研究使用PEEK材料,材料的熔点为343°C,玻璃化转变温度约为145°C。在打印前,材料在150°C的热风循环烘箱中烘干8小时,并存放在真空袋中。
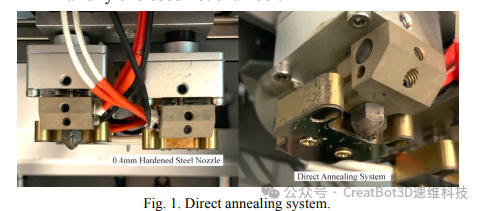
研究过程中,使用的打印机是Creatbot PEEK-300,这是一款全封闭热舱室的coreXY 3D打印机,具有300×400×300 mm³的建造体积。打印机配备了双挤出系统,喷嘴、平台和室温的最高温度分别为500°C、200°C和120°C。打印机的一个主要特点是直接退火系统(DAS),这是CreatBot速维公司的专利技术,可以在沉积过程中对刚刚打印好的部件进行即时退火。
(图为 速维科技CreatBot 3D打印机的 DAS系统)
打印参数包括喷嘴温度430°C、平台温度150°C、室温100°C、壳层高度0.2mm、线宽0.4mm、壁层数3、填充密度100%以及填充角度偏移-45°/+45°。打印速度为20mm/s。
为了研究直接退火过程的影响并与传统烤箱退火进行比较,实验使用了22因子设计的实验(DoE)。研究的因素是退火类型和最高温度,每种组合进行了三次重复。共制造了15个试件,其中6个后续在烤箱中处理,另外6个进行了直接退火,剩余3个未经处理。
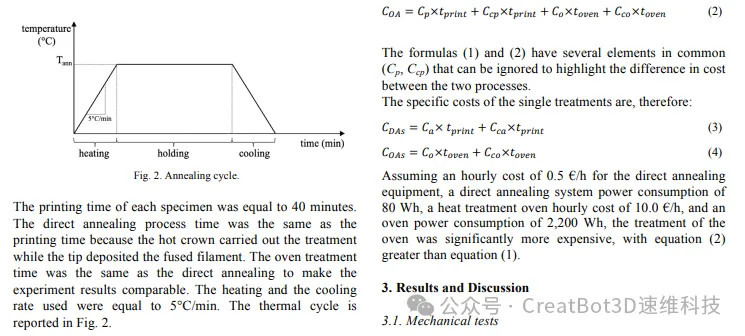
打印每个试件的时间为40分钟。直接退火过程的时间与打印时间相同,因为热冠在喷嘴沉积熔融丝材时进行了处理。烤箱处理的时间与直接退火相同,以使实验结果可比。加热和冷却速率均为5°C/min。
CreatBot
实验还进行了时间和成本分析。使用PEEK-300即时退火的成本为每小时0.5欧元,功率消耗为80瓦时;烘炉退火的每小时成本为10.0欧元,功率消耗为2200瓦时。
因此烘炉退火处理的成本显著高于PEEK-300的即时退火。
结果与讨论
PEEK退火的效果是显著的,它改变了相对于未处理的样品的弯曲强度。未处理试样(UNT)的平均抗弯强度为124.43 MPa,标准差为6.75 MPa。
高温退火过程,改善了热塑性塑料的力学性能。预计PEEK的性能将会增加。
在300 °C(OA300)的烘炉中进行退火处理的样品的弯曲强度比UNT高16%,此外, 由于较高的层间粘合附着力,退火提高了高温下的力学性能。
然而,在300 °C(DA300)下进行直接退火处理的试样没有达到与OA300相同的屈曲强度值。与未经处理的试样相比,他们的弯曲强度增加了近6%,平均弯曲强度为131.77 MPa,标准偏差为3.30 MPa。
另一方面,在200°C下处理的试件显示出力学性能的恶化结果,在200°C(平均116.2 MPa,标准偏差19.41 MPa)下, 处理样品的性能恶化了6.5%,在200 °C(平均118.3MPa)下直接处理样品的性能恶化了5%
(图为 热处理前后的弯曲强度的百分比值)
此外,分析了之前从机械试验中获得的12个经热处理的样品的屈曲强度相关数据。发现了在置信区间为95%的方差分析中,退火的方式影响不大,只有处理温度有影响(p值为0.016)。
本文分析的弯曲试样也表现出类似的行为,突出了由于弯曲试验引入的应力,分离层的主要临界性。在弯曲强度较低的标本中存在层间不连续区域,表现为分层和空隙。
经过机械测试后分析,DA200与UNT非常相似,有较低的弯曲强度值。相比之下,在300 °C下处理的标本更紧凑。这种行为证实了从力学试验中获得的结果,退火提高了更多的弯曲性能。这些样品在各层之间的间隙更小。DA300有一些间隙,影响了从测试中获得的值。OA300最致密,其屈曲强度最好,但在断裂前变形较低。DA200和OA200的差距比DA300和OA300的差距更宽、更深。
(图为 试样横截面的扫描电镜图像)
研究结论
本文研究了直接退火过程下PEEK的力学表征。并对使用PEEK-300的即时退火和烤箱退火进行了比较。
实验证明直接退火或在烤箱中退火,没有显著影响PEEK材料的弯曲强度,而退火的温度是关键影响要素。最合适的处理方法是在300 °C下。
退火后,PEEK材料弯曲强度的力学性能分别提高了16%和6%。
与使用PEEK-300的即时退火的总生产时间相比,烘炉退火需要的总生产时间(打印加上烘炉退火时间)为3.5倍。考虑到生产的时间成本。选择即时退火技术是非常必要的。
在300 °C下进行的退火可以获得更好的打印质量,更好的粘接附着力和弯曲强度,而处理过程中使用的用电量的成本的增加可以忽略不计。
2024 CreatBot
今年,速维科技CreatBot将把已经通过的高温热辐射专利技术,应用在下一代PEEK高温高分子系列产品3D打印机上。
该项专利技术将在DAS专利技术的基础上,进一步优化退火性能,可以使即时退火的效率提高5倍以上。敬请期待。

CreatBot速维科技PEEK设备即时退火功能助力意大利科研机构研究,相关论文由国际生产工程学会(CIRP)出版
【概要描述】 PEEK退火的介绍
PEEK是聚醚醚酮(Polyether Ether Ketone)的缩写,是一种半结晶性高性能热塑性塑料。它具有以下主要特点:
优异的热稳定性和耐高温性能,持续使用温度可达250°C。
出色的化学稳定性和耐腐蚀性,能抵御大多数酸、碱、溶剂等化学介质的侵蚀。
良好的机械强度,拉伸强度、冲击强度和疲劳强度都很高。
优秀的绝缘性能,具有良好的电绝缘性和介电强度。
生物相容性好,可用于医疗器械制造。
自润滑性好,摩擦系数低,耐磨损性能优异。
(图为 速维科技CreatBot 3D打印机打印的高分子材料零件)
由于上述优异综合性能,PEEK被广泛应用于航空航天、汽车、电子电气、化工、医疗等领域,用于制造各种结构件、密封件、绝缘件等。
随着3D打印技术的发展,PEEK也开始被用于增材制造领域。
在冶金学或材料工程,退火是一种改变材料微结构且进而改变如硬度和强度等机械性质的热处理。
在PEEK材料的加工中,退火也是一项必须的工程。通过退火工艺,可以软化PEEK材料,改变PEEK的微观结构和性质,使其更加均匀。从而提高产品性能和加工性,增加其机械性能和化学性能。
传统的制作工艺中,可以用烘炉进行退火。
但退火同时也会使PEEK样件产生形变,鼓包,甚至断裂等等意外情况。
所以说PEEK的退火是个既需要时间又需要耐心的技术活,要花时间积累很多经验,甚至提前做好尺寸变化的准备,当然,最终也不一定能获得满意的效果。
近年来,越来越流行使用3D打印技术打印PEEK材料,并进行退火处理。
意大利科研机构最新发布的PEEK退火论文研究解读
来自意大利巴里理工学院、意大利国家核研究所和意大利国家科学院纳米技术研究所的科研人员使用速维科技CreatBot PEEK-300高温系列3D打印机以“直接退火对添加剂制造的PEEK弯曲性能影响”为课题进行了初步实验,并将相关学术研究发表在Procedia CIRP期刊上。
注:Procedia CIRP是一个由国际生产工程学会(CIRP)主办的出版其会议论文集的期刊,具体论文出处参考如下:
Morfini, L., Guerra, M. G., Lavecchia, F., Spina, R., & Galantucci, L. M. (2023). Preliminary test on the effect of direct annealing on additive manufactured PEEK bending properties. Procedia CIRP, 118, 705-710.
研究内容介绍
在第一章介绍部分,文章先介绍了PEEK和增材制造的广泛应用。随后指出传统工艺如注射成型或粉床熔融成型工艺(如选区激光烧结SLS或直接能量沉积DED)可生产PEEK零件。近年来,人们努力使用熔融沉积成型(FFF)来生产PEEK零件,以降低生产成本。
虽然FFF被视为用户友好技术,但由于PEEK材料和工艺的特殊性,获得良好的打印结果需要付出相当大的成本。打印温度、层高和打印速度等参数对结果有重大影响。
PEEK是半结晶聚合物,通过热处理可以提高其结晶度和性能。本论文旨在提供更多关于退火对FFF工艺制造PEEK试件弯曲性能影响的信息,并比较了在3D打印过程中进行的直接退火和传统烘炉退火的效果。
材料与方法介绍
研究使用PEEK材料,材料的熔点为343°C,玻璃化转变温度约为145°C。在打印前,材料在150°C的热风循环烘箱中烘干8小时,并存放在真空袋中。
研究过程中,使用的打印机是Creatbot PEEK-300,这是一款全封闭热舱室的coreXY 3D打印机,具有300×400×300 mm³的建造体积。打印机配备了双挤出系统,喷嘴、平台和室温的最高温度分别为500°C、200°C和120°C。打印机的一个主要特点是直接退火系统(DAS),这是CreatBot速维公司的专利技术,可以在沉积过程中对刚刚打印好的部件进行即时退火。
(图为 速维科技CreatBot 3D打印机的 DAS系统)
打印参数包括喷嘴温度430°C、平台温度150°C、室温100°C、壳层高度0.2mm、线宽0.4mm、壁层数3、填充密度100%以及填充角度偏移-45°/+45°。打印速度为20mm/s。
为了研究直接退火过程的影响并与传统烤箱退火进行比较,实验使用了22因子设计的实验(DoE)。研究的因素是退火类型和最高温度,每种组合进行了三次重复。共制造了15个试件,其中6个后续在烤箱中处理,另外6个进行了直接退火,剩余3个未经处理。
打印每个试件的时间为40分钟。直接退火过程的时间与打印时间相同,因为热冠在喷嘴沉积熔融丝材时进行了处理。烤箱处理的时间与直接退火相同,以使实验结果可比。加热和冷却速率均为5°C/min。
CreatBot
实验还进行了时间和成本分析。使用PEEK-300即时退火的成本为每小时0.5欧元,功率消耗为80瓦时;烘炉退火的每小时成本为10.0欧元,功率消耗为2200瓦时。
因此烘炉退火处理的成本显著高于PEEK-300的即时退火。
结果与讨论
PEEK退火的效果是显著的,它改变了相对于未处理的样品的弯曲强度。未处理试样(UNT)的平均抗弯强度为124.43 MPa,标准差为6.75 MPa。
高温退火过程,改善了热塑性塑料的力学性能。预计PEEK的性能将会增加。
在300 °C(OA300)的烘炉中进行退火处理的样品的弯曲强度比UNT高16%,此外, 由于较高的层间粘合附着力,退火提高了高温下的力学性能。
然而,在300 °C(DA300)下进行直接退火处理的试样没有达到与OA300相同的屈曲强度值。与未经处理的试样相比,他们的弯曲强度增加了近6%,平均弯曲强度为131.77 MPa,标准偏差为3.30 MPa。
另一方面,在200°C下处理的试件显示出力学性能的恶化结果,在200°C(平均116.2 MPa,标准偏差19.41 MPa)下, 处理样品的性能恶化了6.5%,在200 °C(平均118.3MPa)下直接处理样品的性能恶化了5%
(图为 热处理前后的弯曲强度的百分比值)
此外,分析了之前从机械试验中获得的12个经热处理的样品的屈曲强度相关数据。发现了在置信区间为95%的方差分析中,退火的方式影响不大,只有处理温度有影响(p值为0.016)。
本文分析的弯曲试样也表现出类似的行为,突出了由于弯曲试验引入的应力,分离层的主要临界性。在弯曲强度较低的标本中存在层间不连续区域,表现为分层和空隙。
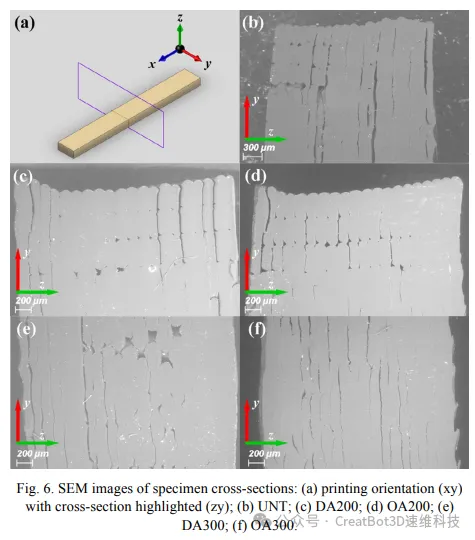
经过机械测试后分析,DA200与UNT非常相似,有较低的弯曲强度值。相比之下,在300 °C下处理的标本更紧凑。这种行为证实了从力学试验中获得的结果,退火提高了更多的弯曲性能。这些样品在各层之间的间隙更小。DA300有一些间隙,影响了从测试中获得的值。OA300最致密,其屈曲强度最好,但在断裂前变形较低。DA200和OA200的差距比DA300和OA300的差距更宽、更深。
(图为 试样横截面的扫描电镜图像)
研究结论
本文研究了直接退火过程下PEEK的力学表征。并对使用PEEK-300的即时退火和烤箱退火进行了比较。
实验证明直接退火或在烤箱中退火,没有显著影响PEEK材料的弯曲强度,而退火的温度是关键影响要素。最合适的处理方法是在300 °C下。
退火后,PEEK材料弯曲强度的力学性能分别提高了16%和6%。
与使用PEEK-300的即时退火的总生产时间相比,烘炉退火需要的总生产时间(打印加上烘炉退火时间)为3.5倍。考虑到生产的时间成本。选择即时退火技术是非常必要的。
在300 °C下进行的退火可以获得更好的打印质量,更好的粘接附着力和弯曲强度,而处理过程中使用的用电量的成本的增加可以忽略不计。
2024 CreatBot
今年,速维科技CreatBot将把已经通过的高温热辐射专利技术,应用在下一代PEEK高温高分子系列产品3D打印机上。
该项专利技术将在DAS专利技术的基础上,进一步优化退火性能,可以使即时退火的效率提高5倍以上。敬请期待。
- 分类: 新闻活动
- 发布时间:2024-03-26 13:44
- 访问量:
PEEK退火的介绍
PEEK是聚醚醚酮(Polyether Ether Ketone)的缩写,是一种半结晶性高性能热塑性塑料。它具有以下主要特点:
- 优异的热稳定性和耐高温性能,持续使用温度可达250°C。
- 出色的化学稳定性和耐腐蚀性,能抵御大多数酸、碱、溶剂等化学介质的侵蚀。
- 良好的机械强度,拉伸强度、冲击强度和疲劳强度都很高。
- 优秀的绝缘性能,具有良好的电绝缘性和介电强度。
- 生物相容性好,可用于医疗器械制造。
- 自润滑性好,摩擦系数低,耐磨损性能优异。

(图为 速维科技CreatBot 3D打印机打印的高分子材料零件)
由于上述优异综合性能,PEEK被广泛应用于航空航天、汽车、电子电气、化工、医疗等领域,用于制造各种结构件、密封件、绝缘件等。
随着3D打印技术的发展,PEEK也开始被用于增材制造领域。
在冶金学或材料工程,退火是一种改变材料微结构且进而改变如硬度和强度等机械性质的热处理。
在PEEK材料的加工中,退火也是一项必须的工程。通过退火工艺,可以软化PEEK材料,改变PEEK的微观结构和性质,使其更加均匀。从而提高产品性能和加工性,增加其机械性能和化学性能。
传统的制作工艺中,可以用烘炉进行退火。
但退火同时也会使PEEK样件产生形变,鼓包,甚至断裂等等意外情况。
所以说PEEK的退火是个既需要时间又需要耐心的技术活,要花时间积累很多经验,甚至提前做好尺寸变化的准备,当然,最终也不一定能获得满意的效果。
近年来,越来越流行使用3D打印技术打印PEEK材料,并进行退火处理。
意大利科研机构最新发布的PEEK退火论文研究解读
来自意大利巴里理工学院、意大利国家核研究所和意大利国家科学院纳米技术研究所的科研人员使用速维科技CreatBot PEEK-300高温系列3D打印机以“直接退火对添加剂制造的PEEK弯曲性能影响”为课题进行了初步实验,并将相关学术研究发表在Procedia CIRP期刊上。
注:Procedia CIRP是一个由国际生产工程学会(CIRP)主办的出版其会议论文集的期刊,具体论文出处参考如下:
Morfini, L., Guerra, M. G., Lavecchia, F., Spina, R., & Galantucci, L. M. (2023). Preliminary test on the effect of direct annealing on additive manufactured PEEK bending properties. Procedia CIRP, 118, 705-710.
研究内容介绍
在第一章介绍部分,文章先介绍了PEEK和增材制造的广泛应用。随后指出传统工艺如注射成型或粉床熔融成型工艺(如选区激光烧结SLS或直接能量沉积DED)可生产PEEK零件。近年来,人们努力使用熔融沉积成型(FFF)来生产PEEK零件,以降低生产成本。
虽然FFF被视为用户友好技术,但由于PEEK材料和工艺的特殊性,获得良好的打印结果需要付出相当大的成本。打印温度、层高和打印速度等参数对结果有重大影响。
PEEK是半结晶聚合物,通过热处理可以提高其结晶度和性能。本论文旨在提供更多关于退火对FFF工艺制造PEEK试件弯曲性能影响的信息,并比较了在3D打印过程中进行的直接退火和传统烘炉退火的效果。
材料与方法介绍
研究使用PEEK材料,材料的熔点为343°C,玻璃化转变温度约为145°C。在打印前,材料在150°C的热风循环烘箱中烘干8小时,并存放在真空袋中。
研究过程中,使用的打印机是Creatbot PEEK-300,这是一款全封闭热舱室的coreXY 3D打印机,具有300×400×300 mm³的建造体积。打印机配备了双挤出系统,喷嘴、平台和室温的最高温度分别为500°C、200°C和120°C。打印机的一个主要特点是直接退火系统(DAS),这是CreatBot速维公司的专利技术,可以在沉积过程中对刚刚打印好的部件进行即时退火。
(图为 速维科技CreatBot 3D打印机的 DAS系统)
打印参数包括喷嘴温度430°C、平台温度150°C、室温100°C、壳层高度0.2mm、线宽0.4mm、壁层数3、填充密度100%以及填充角度偏移-45°/+45°。打印速度为20mm/s。
为了研究直接退火过程的影响并与传统烤箱退火进行比较,实验使用了22因子设计的实验(DoE)。研究的因素是退火类型和最高温度,每种组合进行了三次重复。共制造了15个试件,其中6个后续在烤箱中处理,另外6个进行了直接退火,剩余3个未经处理。
打印每个试件的时间为40分钟。直接退火过程的时间与打印时间相同,因为热冠在喷嘴沉积熔融丝材时进行了处理。烤箱处理的时间与直接退火相同,以使实验结果可比。加热和冷却速率均为5°C/min。
CreatBot
实验还进行了时间和成本分析。使用PEEK-300即时退火的成本为每小时0.5欧元,功率消耗为80瓦时;烘炉退火的每小时成本为10.0欧元,功率消耗为2200瓦时。
因此烘炉退火处理的成本显著高于PEEK-300的即时退火。
结果与讨论
PEEK退火的效果是显著的,它改变了相对于未处理的样品的弯曲强度。未处理试样(UNT)的平均抗弯强度为124.43 MPa,标准差为6.75 MPa。
高温退火过程,改善了热塑性塑料的力学性能。预计PEEK的性能将会增加。
在300 °C(OA300)的烘炉中进行退火处理的样品的弯曲强度比UNT高16%,此外, 由于较高的层间粘合附着力,退火提高了高温下的力学性能。
然而,在300 °C(DA300)下进行直接退火处理的试样没有达到与OA300相同的屈曲强度值。与未经处理的试样相比,他们的弯曲强度增加了近6%,平均弯曲强度为131.77 MPa,标准偏差为3.30 MPa。
另一方面,在200°C下处理的试件显示出力学性能的恶化结果,在200°C(平均116.2 MPa,标准偏差19.41 MPa)下, 处理样品的性能恶化了6.5%,在200 °C(平均118.3MPa)下直接处理样品的性能恶化了5%

(图为 热处理前后的弯曲强度的百分比值)
此外,分析了之前从机械试验中获得的12个经热处理的样品的屈曲强度相关数据。发现了在置信区间为95%的方差分析中,退火的方式影响不大,只有处理温度有影响(p值为0.016)。
本文分析的弯曲试样也表现出类似的行为,突出了由于弯曲试验引入的应力,分离层的主要临界性。在弯曲强度较低的标本中存在层间不连续区域,表现为分层和空隙。
经过机械测试后分析,DA200与UNT非常相似,有较低的弯曲强度值。相比之下,在300 °C下处理的标本更紧凑。这种行为证实了从力学试验中获得的结果,退火提高了更多的弯曲性能。这些样品在各层之间的间隙更小。DA300有一些间隙,影响了从测试中获得的值。OA300最致密,其屈曲强度最好,但在断裂前变形较低。DA200和OA200的差距比DA300和OA300的差距更宽、更深。
(图为 试样横截面的扫描电镜图像)
研究结论
本文研究了直接退火过程下PEEK的力学表征。并对使用PEEK-300的即时退火和烤箱退火进行了比较。
实验证明直接退火或在烤箱中退火,没有显著影响PEEK材料的弯曲强度,而退火的温度是关键影响要素。最合适的处理方法是在300 °C下。
退火后,PEEK材料弯曲强度的力学性能分别提高了16%和6%。
与使用PEEK-300的即时退火的总生产时间相比,烘炉退火需要的总生产时间(打印加上烘炉退火时间)为3.5倍。考虑到生产的时间成本。选择即时退火技术是非常必要的。
在300 °C下进行的退火可以获得更好的打印质量,更好的粘接附着力和弯曲强度,而处理过程中使用的用电量的成本的增加可以忽略不计。
2024 CreatBot
今年,速维科技CreatBot将把已经通过的高温热辐射专利技术,应用在下一代PEEK高温高分子系列产品3D打印机上。
该项专利技术将在DAS专利技术的基础上,进一步优化退火性能,可以使即时退火的效率提高5倍以上。敬请期待。
扫二维码用手机看
最新消息
 2824374151
2824374151
 info@3dpt.cn
info@3dpt.cn
 0755-82953613
0755-82953613

ZEISS 三维扫描仪 | 3D打印 普立得科技
普立得科技成立于2004年,专注于工业级3D打印机与三维扫描,同时我们也是ZEISS GOM代理商,并提供3D打印及扫描的代工整合服务,特此加值整合相关软体,包含拓扑优化设计 、医疗影像分析、逆向工程 、3D检测等,期望推进积层制造的使用习惯为生产带来更多价值。






微信公众号

视频号

哔哩哔哩
您有什么疑问,或想咨询我们的产品与服务,请留下信息,我们会及时与您联系!
© 2021 普立得科技有限公司 All Rights Reserved 粤ICP备19059200号